.jpg) 原标题:挤压销设计与应用 摘要:基于挤压销在使用过程中受结构设计,配合精度以及应用部位温度变化影响,导致故障率高,使用寿命短,以此增加压铸件生产过程问题的处理与管控难度;文章就如何正确选择合适的挤压销,匹配合理参数,控制“温度场”,从而提高挤压销运行的稳定性,使产品被挤压部位质量缺陷得以解决。 前言:缩孔是铝合金压铸件的致命质量缺陷及报废原因之一,其形成的机理是合金液凝固时的收缩特性所致。产品壁厚不均,薄壁处优先凝固,阻碍合金液流动和压力传递,局部厚大热节部位无法补缩而形成缩孔。而局部加压补缩(以下简称:挤压销)是有效解决缩孔缺陷的主要工艺措施。 由于被挤压区域铝液和模具温度变化,挤压销结构设计与装配尺寸的影响,使其在实际应用中寿命短,易卡滞或卡死,挤压效果不佳,被挤压区域存在分层现象,且工艺量化固化困难,导致生产连续性差,产品质量不稳定。本文就如何用好挤压工艺,在挤压销的结构设计和应用上作简要解析。 01挤压销结构分类与优劣点概述 挤压结构:挤压销常用结构可分为“成型销,盲销,出型避空销”。通常基于产品缺陷部位形状,所处位置与后工序处理要求而选择不同结构的挤压销,在“表1”列表中针对三种不同形态的挤压销的优、劣点作了横向比较。
表1 不同结构挤压销的优劣点 02参数与尺寸设计
1) 挤压量的计算
图1 Al Si合金体收缩示意图
2) 挤压油缸的选择
挤压销压力:P1≥3×P2
3)温度与间隙验证
表2 挤压销与套随温度尺寸变化测试
4) 挤压销结构及相关要求
表3 挤压销结构及相关要求 03挤压销的几个关键参数 1)挤压延时:挤压延时通常指型腔充填完成或者增压启动开始,至挤压销启动这段时间。延时过短,整个型腔金属处于全液态状态,金属液尚未达到固-液相转变温度,在此阶段型腔内金属液流动性好,可通过浇道在铸造压力作用下得到整体补缩,但不能达到厚大区域局部补缩的目的;延时过长,用于挤压补缩的金属液或需补缩部位的液体已凝固,丧失流动性,从而失去补缩的功能;正确的延时是需补缩的区域已成为孤立的固-液相区,其周边通道已经固化,挤压补缩于厚大部位的最后凝固区。 2)持压时间:是指挤压销开始施压到施压结束这段时间。该段时间的长短以被挤压区域金属液固化,挤压区域不产生溢流珠为最短合适的时间,多则无益。该时间段的长短受被挤压热节区域体积大小,模具温度,铝液温度变化影响。
3)挤压速度:是指挤压启动到行程结束过程中挤压销的运行速度。从理论上讲,挤压销挤压的体积与合金液收缩过程不断变化所需的体积同步最好,即挤压销运行时间与热节区域固化时间相同。
V1=S1×T×A 4)挤压区域温度:该温度是指由热节区域合金液温度,模具温度,挤压销温度所共同构成的“温度场”,该“温度场”的稳定与否直接关系到挤压的效果。 综合所述,挤压销的挤压效果如何,一方面取决于上述参数设置是否合理。另一方面取决于各参数是否稳定,特别是“温度场”的相关参数。在实际生产过程中,需多次验证,通过产品外观,挤压深度,X射线探伤等判定是否达到挤压效果,从而固化并稳定相关参数。 04案例分享
1)下“表4”是自动变速器左箱体模具挤压销的运用情况
表4 挤压销使用寿命统计 从表中可以看出,挤压销运用效果良好,其关键参数是销与套的间隙,表面硬度,“温度场”等必须得到有效控制。 2)生产过程中常见问题的处理 a.温度变化导致的挤压效果不佳,缺陷区见“图2”
图2 高压油道挤压区域缺陷 通过模具温度测量,发现右侧高压油道挤压区域喷涂后温度偏高,“温度场”发生变化,液态量因此增多,影响挤压销施压效果。“图3”中,右侧温度为214.5℃。
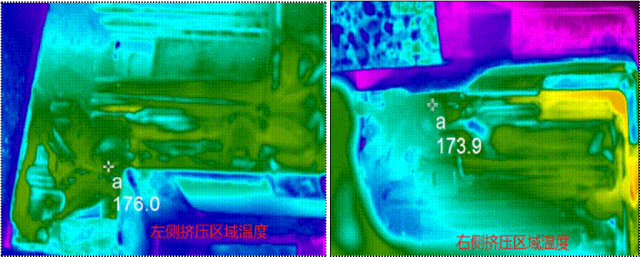
图3 高压油道挤压区域温度 经排查发现,下滑块循环冷却水处于关闭状态,导致右侧挤压区域质量波动。“图4”中测温复查结果显示,开启冷却水后,右侧降温至173.9℃,左侧降温至176.0℃;X射线探伤确认,右侧高压油道挤压区域无缩松。注:调整期间需测量挤压深度变化,并以X射线探伤确认质量。
图4 右侧高压油道挤压区域质量改善
b.挤压销粘铝异响
c.冷模复产不宜启动挤压
05结论
作者 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)