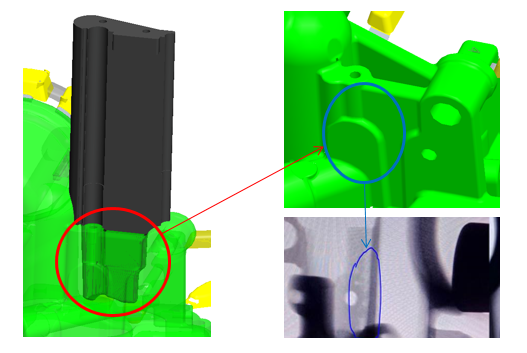
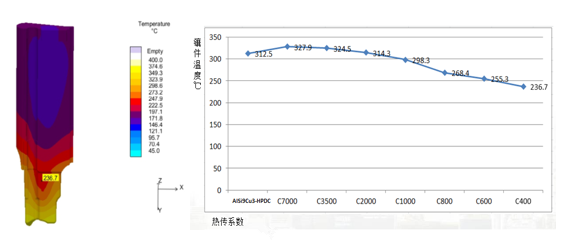
 图1/Figure 1 在图1的探伤结果中,产品在镶块对应的部位上出现了大量的缩孔缺陷,这直接导致了产品报废。 原标题:基于MAGMASOFT®的压铸模具镶块寿命研究 在很多产品中,由于镶块表面逐渐地老化,对铸件局部冷却效果也逐渐弱化,进而导致产品局部在后续的生产中出现缩孔,产品试漏报废率高达30%以上。为了保证产品质量,往往在2-3万模次后就得更换这些镶块,导致生产成本的增加。图1是其中一个典型案例、 考虑到镶块材料属性基本不变,变的是其老化的表面与铸件之间的传热状态,也就是MAGMASOFT?铸造模拟中涉及的界面传热系数,而且随着镶块表面老化程度的加深,这个界面传热系数越低。因此,我们可以基于MAGMASOFT?来做模拟验证:在所有其它条件相同的前提下,在镶块和铸件之间设定不同的界面传热系数,比较镶块的温度场变化,观察随着界面传热系数的降低镶块本体温度是否降低。图2是MAGMASOFT?的模拟结果和温度曲线变化情况:
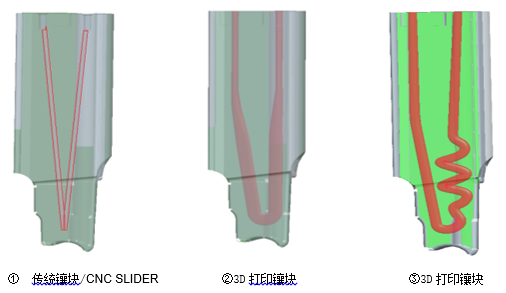
图2/figure 2 通过图2结果中的某点的数据对比证实:随着界面传热系数的降低镶块本体温度也在降低。 基于这个事实,为了提高镶块的使用寿命,保持良好的传热和冷却条件,优化传统CNC加工冷却水路变得必要。因此,借助先进的3D打印技术,突破传统CNC加工冷却水路的限制,通过随型冷却和扩大冷却水路散热面积来确保镶块的快速冷却。如图3,是传统CNC和3D打印镶块和冷却水路设计对比:
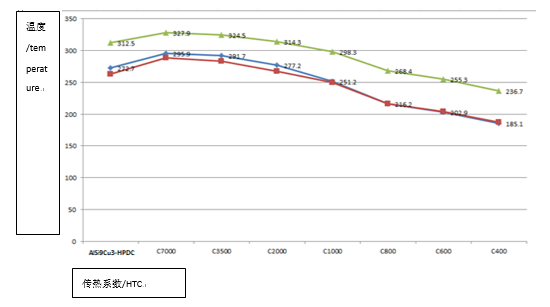
图3 并基于MAGMASOFT?进行温度场模拟对比分析,得出如图4的结果:
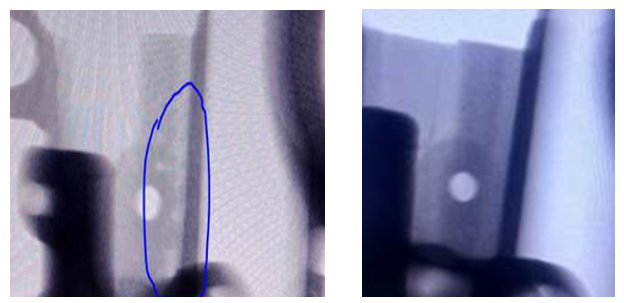
图4/figure 4 从图4的结果可以得出:即使随着镶块的逐渐老化(界面传热系数降低),3D打印镶块的温度都比传统镶块的低了近50℃。这说明3D打印的冷却效果要好很多,而且③号3D打印冷却水路因散热面积大而冷却效果在早期使用过程中更好。 在实际中,采用了3D打印镶块后,产品质量明显改善,探伤缩孔缺陷大大减少,试漏测试后废品率下降至2%以下。图5是改善前后产品探伤结果对比:
图5/figure 5 同时,镶块使用寿命提高5-6万模次。
结论 作者: 覃瑞立 曾琴 东莞鸿图精密压铸有限公司
|
.jpg)

.jpg)
.jpg)