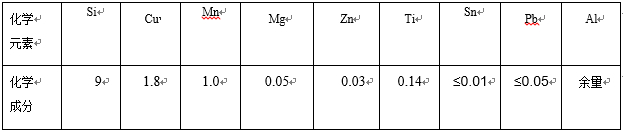
.jpg) 原标题:基于Anycasting仿真软件的挤压铸造铝合金机座工艺研究 摘要:针对铝合金机座零件的结构和挤压铸造工艺特点,对原超慢速压铸模具的进浇方式、排溢系统、冷却系统进行再设计,使其适用于挤压铸造工艺。利用AnyCasting软件,对修改前后的模具进行模拟分析对比,修改前模拟分析的产品内部缩松缺陷与实际情况一致,修改后的模具通过更改进浇方式,扩大排气槽及溢流槽,使液流在充填模具型腔过程中气体能顺利排出;并增加冷却水路来控制模具温度,保证产品在冷却过程中实现顺序凝固,进而消除了产品内部缩松缺陷。所获得的挤压铸造铝合金支座组织致密、可进行T6热处理,力学性能接近锻件性能。 铝合金由于质量轻和高的比强度,目前多选用铝合金来代替钢铁材料制作零部件,特别是在汽车制造业为适应市场轻量化需求,这种替代尤为明显。由于挤压铸造工艺获得的零部件内部组织致密,铸件可通过T6处理进一步提高性能。铝合金机座是精密焊接设备上一个重要承载零件,对力学性能要求较高,铸件需要T6热处理。该产品之前是由超慢速压铸工艺制作,产品缩松缺陷严重,合格率低。为解决该产品内部缩松问题,提高产品合格率,本课题结合挤压铸造生产工艺,针对产品结构特点进行分析,利用原有的压铸模具,在只改变模具浇注系统的进料方式和模具厚度的基础上,实现了由压铸模到挤压铸造模具的结构转换。同时对该产品在挤压铸造工艺条件下,利用AnyCasting软件对液流充型过程和凝固过程进行数值模拟,预测成型过程可能造成的气孔、缩松等缺陷,为浇注系统和排溢系统的优化设计提供参考。 1.零件的结构特性分析 机座材质为A354合金(近似国标铝合金ZL111),其化学成分见表1。该材料可热处理强化,在铸态及热处理后具有优良的室温和高温力学性能。该合金的铸造性能优良,无热裂倾向,线收缩小、气密性高、切削加工性和焊接性均较好,但耐蚀性较差。 零件轮廓尺寸约为194 mm×170 mm×55 mm,产品壁厚薄,平均壁厚约为4 mm,超出挤压铸造工艺对产品壁厚要求的极限值,产品在成形过程中极易造成卷气、冷隔,缺料等缺陷。产品结构见图1。
表1:A354合金的化学成分 wb/% 产品本体取样力学性能要求为:抗拉强度≥320MPa,屈服强度≥240MPa,伸长率≥3 %。X-射线探伤等级要求ASTM E155,优于1级。
图1:零件结构三维图 2.产品模拟分析及模具改造设计 由于此产品已有超慢速压铸工艺的模具,为了解铸件成形过程特征,首先需要结合挤压铸造工艺特点对该产品进行充型、凝固模拟分析。选用 AnyCasting软件模拟铸件成形过程,预测和分析出铸件成形过程可能产生的缺陷。为合理优化铸件结构、设计模具浇注系统和溢流系统,最终获得高品质铸件奠定基础。 依据产品结构及现有模具,同时结合公司现有设备,决定采用宇部HVSC800PL型卧式挤压铸造机生产该产品。图2为卧式挤压铸造机的压射系统工作原理图。该系统可实现低速充填、高压凝固补缩的成型特性,获得的铸件组织致密、力学性能优良。
图2:挤压铸造机压射系统原理图 2.1浇注系统的改造设计 结合产品结构特征及现有模具,需将原超慢速压铸模具的浇注系统重新布局,以适应挤压铸造机和工艺的要求,修改前后的浇注系统结构见图3和图4。超慢速压铸选用卧式冷室压铸机,压机的压射系统与开合模方向一致。卧式挤压铸造机模具的浇注系统进浇方式与压机合模方向垂直,其浇注系统见图4b,铝液自下而上在高压慢速状态下充型。
图3:修改前浇注系统结构图
图4:修改后浇注系统结构图 2.2产品模拟分析 对铸件进行修改前后模拟分析,对比超慢速压铸工艺和挤压铸造工艺的凝固过程。AnyCasting模拟中所采用的参数:模具材质为SKD61,模具预热温度为250 ℃,铝液浇注温度为700~720 ℃,冲头的速度控制在0.08~ 0.15 m/s ,铸造压力为90 MPa,保压30 s左右。 AnyCasting模拟超慢速压铸成形过程显示,在铸件上方和浇口附近形成液相孤岛,见图5,这不利于压力传递和补缩,存在较大的缩松与缩孔风险,模拟结果与实际产品缺陷位置相符,见图6和图7。
图5:超慢速压铸工艺模拟分析
图6:实际缺陷位置
图7:实际X光缺陷位置 AnyCasting模拟显示,更改浇注系统和进浇方式后,在模具设计上需加强铸件的冷却,以保证铸件先凝固、浇注系统后凝固、料柄最后凝固的顺序凝固过程。因此,必须重新设计模具的冷却水路,完善模具的冷却系统,实现顺序凝固过程,保证铸件在成形过程中有足够的液体金属对其补缩,消除铸件中的缩松缩孔缺陷。图8为挤压铸造凝固模拟分析结果。可以看出,铸件能得到很好的补缩,使缩松缺陷发生的几率大幅下降。
图:挤压铸造工艺模拟分析 2.3模具的优化设计
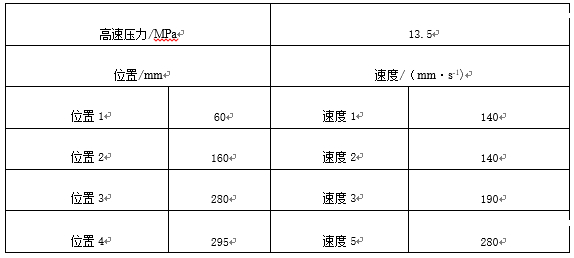
根据挤压铸造工艺及设备要求,对原模具的浇注系统冷、排溢系统、冷却系统重新进行优化设计。主要为: 3.产品工艺参数设计 压铸过程中,压射速度及压力对产品的成形品质十分重要。 挤压铸造过程中,由于产品是在高压低速下成形,铝液呈层流状态充填模具型腔。由于成形速度较慢,模具型腔内的气体能够较顺利排出,极大地降低了产品内部气孔的形成,同时铝液在高压下凝固减少了缩孔、缩松缺陷,因此所获得得铸件组织致密,产品的力学性能高。在实际生产中,充型速度和压射压力是获得优质挤压铸造件的两个重要参数。充型速度除受模具浇注系统影响外,很大程度上取决于挤压铸造机的压射速度。结合AnyCasting模拟分析的参数,根据零件的结构特点,在不同阶段可选取不同的充填速度。所设计的参数见表3。其中内浇口速度设定为35 mm/s,实际生产中产品成形良好,产品内部无气孔、缩松等缺陷。 通过表3和表4可以看出,在切换点4处挤压铸造选取的内浇口速度比超慢速压铸降低了245 mm/s,可避免产品成形时发生卷气现象,模具型腔内的气体也能够顺利排出。挤压铸造的压力比超慢速压铸提高了76.5 MPa,铝液在高压下凝固,产品内部组织更加致密,力学性能显著提高。
表3:挤压铸造工艺参数
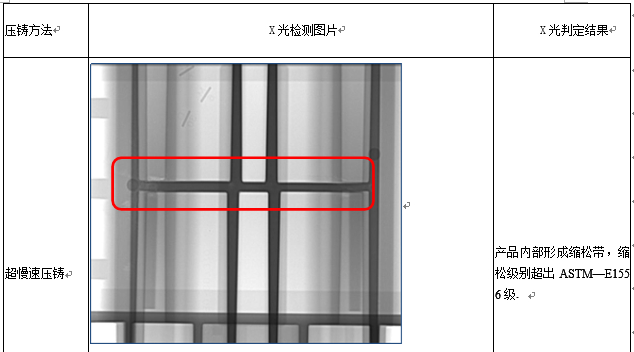
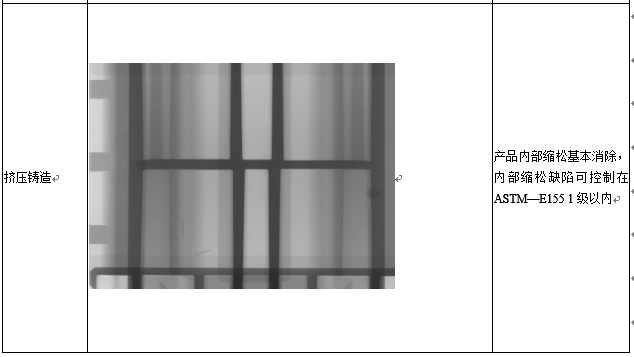
表4:超慢速压铸工艺参数 4、产品生产效果验证 该产品用超慢速压铸成形内部形成严重缩松带,X光检验合格率仅有20%,产品内部缺陷严重,且无法进行T6热处理,产品性能也无法得到保证。利用优化改进后的模具挤压铸造出来的铸件,内部缩松在ASTM E155一级以内,产品X光检测合格率高达95%,实际生产效果与AnyCasting模拟分析结果一致,图9为产品内部缺陷对比图。
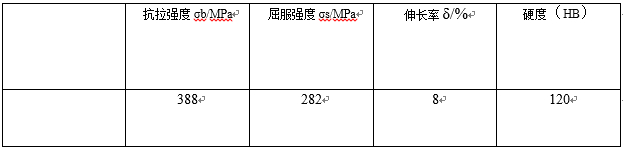
图9:内部缺陷对比图 用改进后的挤压铸造模具生产的铸件,内部缺陷消除,完全达到了设计要求,铸件经T6热处理,从本体取样性能数据见表5。
表5:挤压铸造件的力学性能 该产品一次性试制成功并送样,同时一次性通过质量测量(±5g)、模组测试,高频震动测试5 000次/s,组装跑机测试,整机精度30 μm测试等各类验证,完全满足客户给出的各项指标,现已进入批量生产阶段。 5、结论 (1)通过对产品结构分析并结合挤压铸造工艺特点,对原模具进行浇注系统、排溢系统、冷却系统优化设计,使其既要满足挤压铸造机的装配关系要求,又要适用于挤压铸造成形工艺要求。并利用AnyCasting软件对改进前后的模具进行模拟分析数据对比,为后期实际生产提供有效的基础。经过改造后的模具用于挤压铸造机座生产,完全满足工艺要求,产品内部缩松改善效果与AnyCasting软件分析结果一致,显著降低了产品开发成本。 (2)通过对比超慢速压铸和挤压铸造工艺生产的铸件,由于挤压铸造充型速度比超慢速低,且成形压力高,铸件没有气孔、缩松等缺陷,组织致密,可进行T6处理,铸件综合力学性能好,完全满足要求。
作者: 本文来自:《特种铸造及有色合金》杂志2019年第39卷第12期 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)