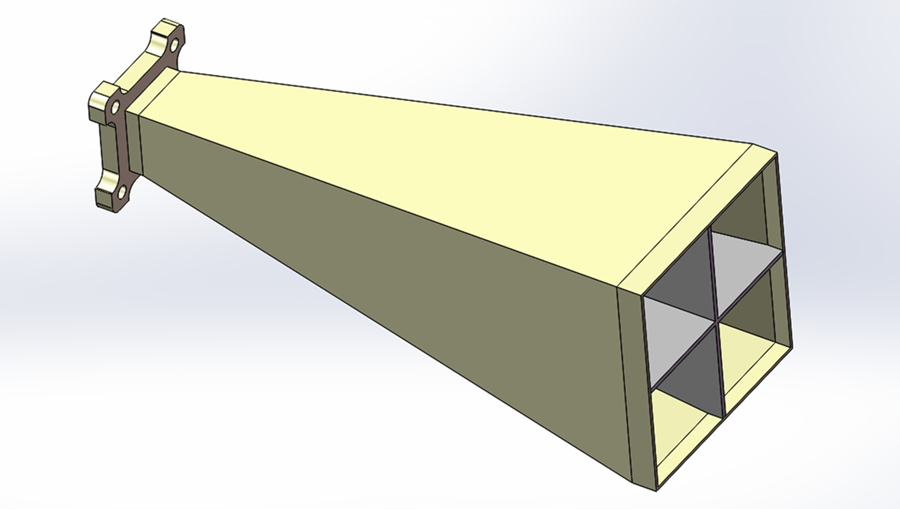
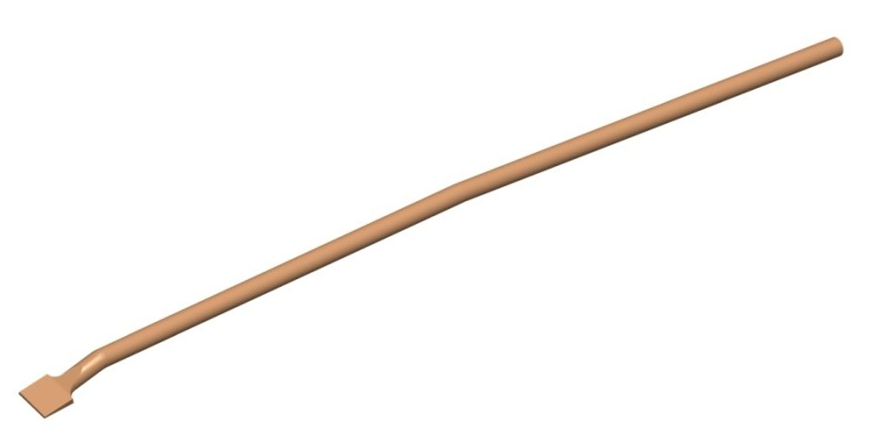
 摘 要:针对雷达用高精度波导管的特点,采用压铸和拼装工艺,生产出满足技术要求的波导管零件。通过分析波导管的工艺难点,开展了YL113合金的气体含量控制、压铸工艺优化以及配套工装装配工艺研究。结果表明,通过惰性气体精炼和真空除气处理,可有效降低合金熔体内氢含量,保证合金内部质量;通过浇道设计和压铸工艺优化,保证了喇叭、十字筋铸件的尺寸精度,且铸件屈服强度大于270 MPa,伸长率大于2 %;采用退火、自然时效处理以及装配工装,有效保证了波导管的装配尺寸精度,产品合格率达91%。 波导管是一种空心、内壁十分光洁的金属导管或内敷金属管,主要用于传送超高频电磁波,是雷达上将电磁脉冲信号从电磁波发生器传导至发射阵面的重要零部件。目前,随着雷达整体系统的改进和提升,波导产品的设计要求越来越高,尺寸精度从±0.15 mm提升到±(0.05~0.1) mm,部分近波源零件和极化器精度要求已经达到±0.02mm;部分发射接收口喇叭的表面粗糙度由原来的Ra3.2~6.3提升到现在的Ra1.63.2,接近机加工水平。相控阵雷达用波导管零件除要求高精度与良好的表面质量外,还对波导零件减重提出了要求,因此采用铝合金波导管替换原铜质波导管,以期达到增加阵面数量的同时不过分增加雷达体积并达到雷达减重的目的,大大增加了波导管的生产难度。本课题采用压铸与拼装结合的方式,成功制备了满足技术要求的新型铝合金波导管零件,为后期大型相控阵雷达型号生产任务提供参考。 1、波导管零件工艺设计 1.1 新型波导管零件特点及技术要求 1.1.1 波导管结构及使用特点 铝合金波导管结构见图1,该零件结构特点如下:波导管为压铸拼装件,外圈为喇叭壳体,内部为十字形加强筋,轮廓尺寸为200 mm×75 mm×75 mm;零件要求壁厚均匀,平均壁厚为0.9~1.5 mm;十字筋与喇叭壳体采用胶结装配,并用铆钉加强连接;波导管是相控阵雷达用重要部件,使用过程中承受一定振动载荷,因此对铸件内部品质要求较高。
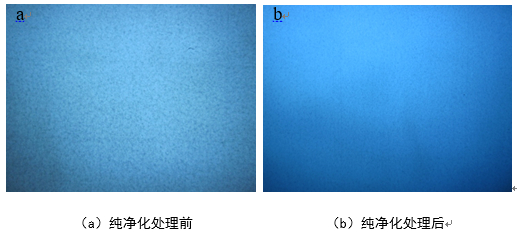
图1:新型波导管结构示意图 1.1.2 技术要求 喇叭壳体材料选用YL113合金,要求为去应力态,抗拉强度σb≥250 MPa,伸长率δ5≥1.5%。压铸件表面应无冷隔、裂纹、缩孔等缺陷,尺寸精度为±(0.05~0.1) mm,表面粗糙度控制在Ra1.6~3.2内。十字筋材料为6063,化学成分符合GB/T 3190-2008要求,力学性能和热处理状态不作要求。装配后波导管尺寸精度控制在±(0.05~0.1)mm。 1.2 波导管技术难点分析 (1)压铸件局部壁厚0.5mm的尺寸控制 虽然YL113合金具备优良的铸造成形性能,但在压铸成形过程中直接凝固成0.5 mm壁厚仍存在较大难度,极易导致充型不足。 (2)压铸件尺寸精度的控制 直接以压铸成形方式保证零件尺寸要求,比较困难。压铸件不但壁薄(最薄处0.5 mm),合金在凝固过程中会产生收缩,微小的尺寸变化就会导致尺寸精度超标。 (3)波导管装配尺寸精度的控制 压铸件与十字筋拼装后要求精度极高,其中大口处尺寸精度要求控制在±0.1 mm内,小口处尺寸精度要求控制在±0.05 mm,这对装配工艺与装配工装提出了极高的要求。 (4)波导管的应力消除技术 为了防止波导管在服役过程中发生大尺寸变形(不满足使用要求的尺寸变化),需要将波导管的铸造应力去除,但对于拼装件来说,消应力过程中极易导致装配尺寸超差。 2、过程控制及方法 2.1 YL113合金气体含量控制 合金中的氢和夹杂物是影响合金性能的重要原因。通常情况下,随着针孔等级的增加,力学性能呈直线下降,针孔度每增加一级,抗拉强度下降约6%,伸长率下降约11%;合金中的夹杂物会割裂合金基体,在零件振动时,这些夹杂物又成为裂纹源头。因此,采用惰性气体精炼和真空除气对合金熔体进行纯净化处理,减少合金污染,同时能有效去除熔体中气体(主要为氢)和固体夹杂物。表1为经惰性气体精炼后的氢含量。可以看出,随着惰性气体喷吹,铝熔体中的氢含量明显降低,当喷吹至30 min时,熔体中氢含量保持稳定,降至0.03 ug/g。表2为惰性气体精炼后,再对熔体进行真空除气处理的氢含量变化。可以看出,真空除气可以进一步减少熔体内的氢含量,真空除气10 min,即可将熔体内氢含量控制至0.02 ug/g。图2为纯净化处理前后的试样内部质量照片,可以明显看到经惰性气体精炼和真空除气后,合金内部针孔情况明显改善。
表1:YL113合金在不同精炼时间后铝液中的氢含量 μg/g
表2:精炼30 min+真空除气的铝液中的氢含量
图2:熔体处理前后的合金X光射线照片 2.2 压铸工艺设计 采用YL113压铸合金,但Zn元素取合金成分上限(实测值为2.83 %),以增加合金流动性和充型能力,同时降低铸造Al-Si合金的自然时效倾向。图3为喇叭壳体和十字筋的压铸模具实物图。图4为喇叭壳体的浇注系统。合金液从下至上(合金液从大口径端进入,流向小口径端)注射,压铸口设置近直角浇口,可有效起到合金液缓冲的作用,同时减少气体卷入,降低合金气体含量。在小口径端左右两侧设置排气口,兼具集渣和冒口的作用。同时,为保证喇叭铸件表面粗糙度,压铸用模具表面采用超声波镜面抛光工艺,确保模具表面粗糙度控制在Ra0.8以内。
图3:喇叭壳体与十字筋压铸模具
图4:喇叭壳体浇注系统 采用上述浇注系统,优选压铸工艺参数,实现喇叭壳体压铸成形最优化。为避免铸件表面出现流纹、冷隔以及拉毛等缺陷,适当提高喇叭的压射速度,提升至300~380 mm/s。同时,适当提高水基脱模剂的稀释比例(脱模剂采用聚乙烯+煤油,将聚乙烯块浸泡在煤油中加油至80 ℃备用,脱模剂原配比为5:80,现采用配比为5:95),以减轻脱模剂浓稠度高对表面质量的影响;模具内采用循环模温油,控制模具使用温度,避免由模具超温或失温引起的表面气泡或水波纹等缺陷。经过实际生产验证,喇叭压铸工艺见表3。十字筋结构简单,沿用喇叭压铸工艺。
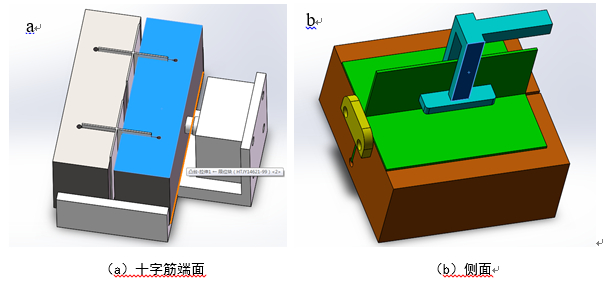
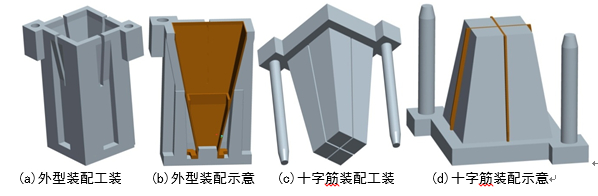
表:喇叭壳体的压铸工艺参数 2.3 装配胶结工艺 喇叭装配过程主要涉及喇叭壳体内壁与十字筋拼装,拼装后尺寸精度要求较高(±0.02 mm)。使用专用工装,固定、铣削十字筋小端面,保证小端面平整度;同时去除毛刺,保证十字筋表面光洁度。十字筋加工工装见图5。 设计专用工装,将喇叭壳体与十字筋分别定位,依次涂刷底涂剂及导电有机硅密封剂,最后将十字筋装配(装配示意图见图6)于喇叭内,清除内表面残胶(清胶工装见图7)。为加强十字筋与喇叭壳体的结合强度,在十字筋与喇叭壳体上锭入细铆钉丝,并滴入502胶水加固。最后,将装配好的喇叭拼装件固定在大端面加工工装上对大端面进行铣削,可以有效保证零件整体尺寸精度。该装配工艺克服了传统整体压铸与钎焊成本高、质量不稳定的问题,有效降低了波导管铸件的经济成本,且制造周期大大缩短。
图5:十字筋端面和侧面机加工工装示意图
图6:外型装配工装、外型装配示意、十字筋装配工装、十字筋装配示意
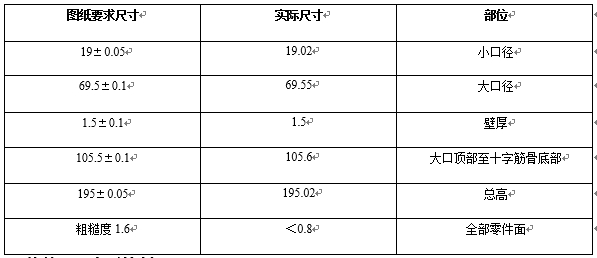
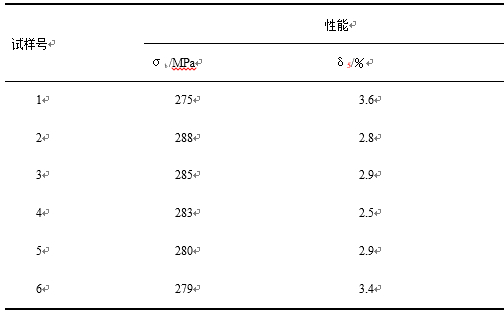
图7:十字筋内腔根部除胶工装示意图 3、结果验证 3.1 内部质量 虽然压铸件技术要求未对铸件内部质量进行等级要求,但为克服服役过程中的振动疲劳问题,依然需保证铸件具备良好的内部质量。采用X光检测了零件的内部质量,喇叭外壳与十字筋内部均无明显气孔与夹杂缺陷,内部质量达到GB 9438-99Ⅱ类铸件要求,属于优质压铸件,实现一次试制成功。 3.2 尺寸检测 采用上述装配工装和工艺过程,有效保障了波导管零件的批次合格率。经三坐标检测关键尺寸,波导管零件关键尺寸全部满足技术条件要求,具体检测结果见表4。 表4:波导管关键尺寸检测结果 3.3 热处理及变形控制 采用弱退火+长时间自然时效的方式减少喇叭和十字筋零件残余应力,控制零件的变形程度,最终保证装配与加工的尺寸精度。退火工艺为120 ℃+1 h,空冷放置15天。由于自然时效过程中,零件内部能量释放较为缓慢,可有效降低零件内部应力水平,减小后续校形和加工的变形程度。通过该热处理工艺的实施,波导管零件批次合格率可达91%,批次合格率稳定。 3.4 压铸件性能 自然时效后,对喇叭外壳进行局部解剖取样,进行拉伸试验,试验结果均达到技术指标要求,拉伸试样结果见表5。合格的波导管零件见图7。
表5:喇叭外壳切取性能
图7:合格的波导管 4、结论 (1) 采用真空除气、惰性气体精炼的方式,有效减少了熔体中氢含量,喇叭外壳铸件内部质量达到GB 9438-99 Ⅱ类要求。 (2) 通过浇道设计和压铸工艺优化控制,可生产出尺寸精度和力学性能均合格的喇叭和十字筋部件。 (3) 采用退火+自然时效处理和专用装配工装,可有效保证波导管的尺寸精度,产品合格率达91%。
作者: |





.jpg)

.jpg)
.jpg)