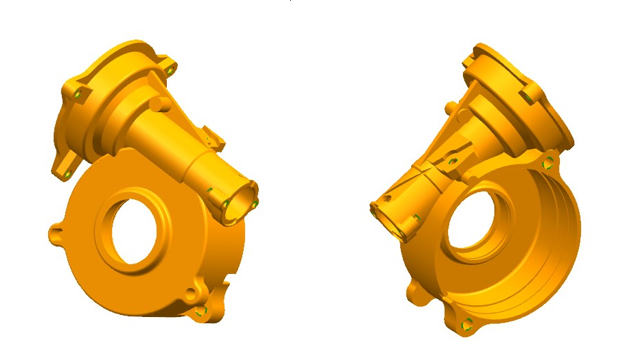
 摘要:以ADC12铝合金壳体压铸件作为研究对象,根据其结构特点对此工件进行压铸工艺设计。确定铸件分型面、浇注系统、排溢系统所在的位置形式以及压铸工艺参数,初步拟定一套压铸工艺方案。 使用FLOW-3D软件对初始方案的充型过程和充型结果进行数值模拟,并根据压力、温度、卷气以及表面质量等确定铸件产生缺陷的位置和原因。根据分析结果优化原工艺方案,对优化方案进行再一次的模拟分析,得到符合生产要求的工艺方案。 相对于砂型铸造,压铸有着不可比拟的、良好的优势,在汽车,通讯等领域得到广泛应用。水泵壳体作为水泵上核心零部件,需要具备一定的防渗漏、抗腐蚀能力,能满足水中特定条件下力学性能和抗低温冲击能力,因此对气密性和力学性能要求高。利用压铸能够避免铸件在生产过程中的缩孔缩松等问题。将计算机数值模拟技术与实际的生产相结合,可以大大降低成本。本课题利用FLOW-3D软件进行压铸数值模拟,得出无缺陷铸件压铸方案,进行实际生产验证,以满足工厂生产要求。 1、压铸工艺设计 研究对象为水泵系列壳体压铸件,体积为185cm3,最大壁厚为10mm,平均壁厚为3.27 mm,质量大约为450 g,选择具有良好流动性,中等气密性和较好的抗热裂性,特别是高的耐磨性和低热膨胀系数的ADC12铝合金作为压铸件材料。图1为水泵壳体的三维结构图。
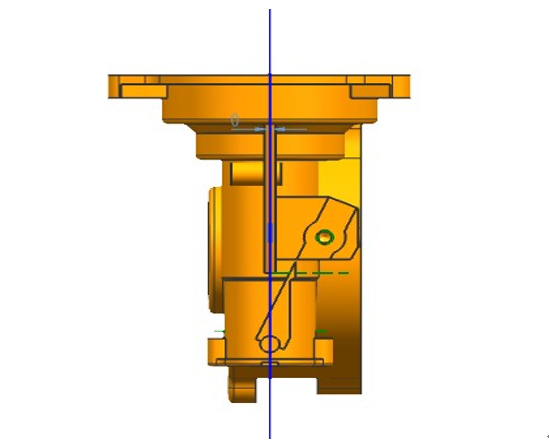
图1:压铸件实体三维模型 根据分型面的选择原则,结合研究对象的结构特点,分型方式见图2。
图2:壳体铸件实体分型方式 压铸工艺参数包括压力,速度,温度和时间。压铸件为铝合金壳体,属于一般件。选择压射比压为50 MPa,压铸充型速度为30 m/s。压铸件平均壁厚为3.26 mm,对于铝合金来说,应选取较大的填充时间,选取充型时间为0.1s,持压时间为5 s,留模时间为12 s。计算得到压铸壳体大约需要锁模力为1 123 kN以上的压铸机,选择J1113C卧式冷室压铸机。 设计压铸件内浇口,根据计算公式:
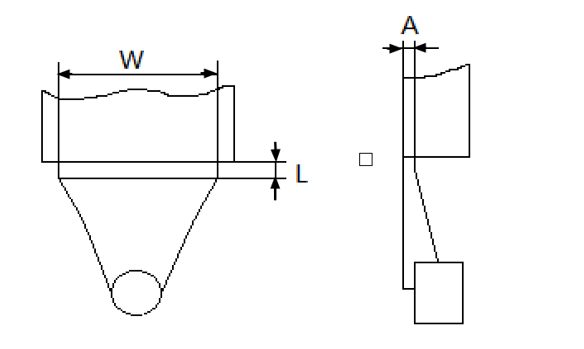
式中,Ag为内浇口截面积,mm2 ; Vg为内浇口处金属液的流速,m/s; G为流经内浇口的金属液质量,g; p为液态金属的密度,g/cm3 ;t为型腔的充填时间,s。确定内浇口截面积为Ag =60 mm2 。图3为内浇口尺寸,其中W、A、L分别是为内浇口的宽度、厚度和长度。
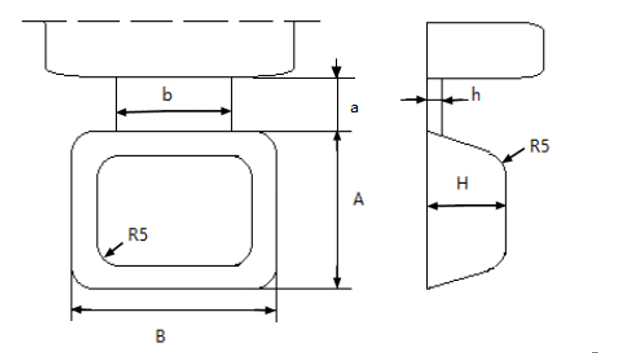
图3:内浇口厚度、宽度及长度 取内浇口厚度为1.5 mm,内浇口长度取L=2 mm,总宽度取W=40 mm,设置两个内浇口,每个内浇口宽度取W=20 mm。横浇道截面积为内浇道的3~4倍,根据Ag =60mm2,确定 Ar=180mm2 。 排溢系统设计主要是溢流槽和溢流口的设计。排溢系统可以收集存在于金属液、型腔和浇注系统中的气体,还可以收集首先进入型腔的前金属液。很大程度上减少铸件的各种缺陷,排溢系统的合适与否在很大程度上影响着铸件质量的优劣程度。本方案主要选用的溢流槽形状见图4。
图4:溢流槽形状 其中,b、a、h、A分别为溢流口的宽度,长度、厚度,长度。B、H分别为溢流槽的宽度以及厚度。 选用一个此形状溢流槽具体尺寸为:A=16 mm,a=6 mm,H=7 mm,h=1mm,b=12 mm,B=20 mm;考虑到零件特点,在零件中间增设一个圆形溢流槽。圆形溢流槽尺寸:R=15 mm,H=12 mm,b=12 mm,a=6 mm,h=1 mm。图5为原始工艺方案。
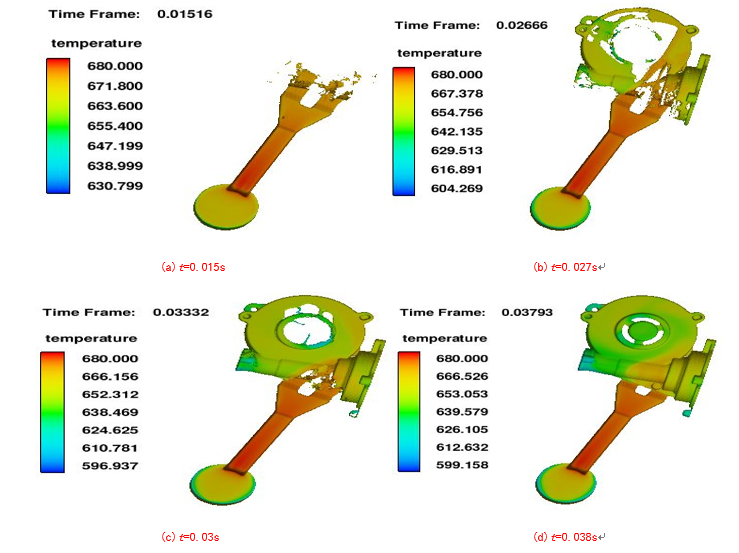
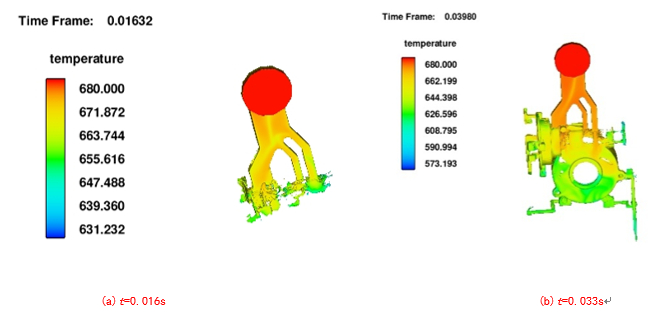
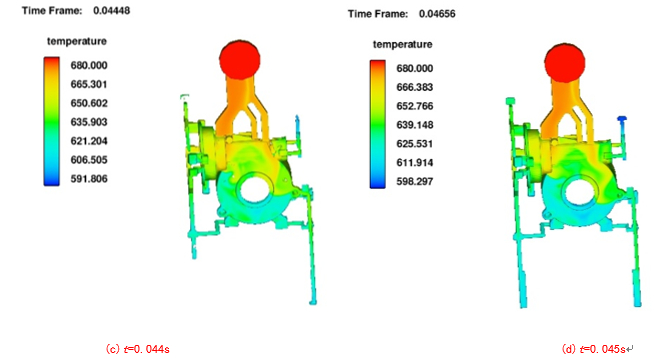
图5:原始工艺方案 2、数值模拟与优化 2.1 数值模拟 将原始压铸方案导入FLOW-3D软件中进行数值模拟,图6为原始方案流场分布结果。通过模拟结果可得,压铸件最高温度为680 ℃,最低温度约为603 ℃。型腔内金属温度随着与内浇口距离的增大,其温度大致呈逐渐降低的状态。温度决定凝固的顺序,温度较低的位置首先凝固,温度较高的位置凝固较慢。充型过程较不平稳,在t=0.027 s时发生液滴飞溅现象。综合分析得到,在模拟过程中,压铸件凝固方式为逐层凝固,并且按照远离内浇口的方向先凝固的顺序,所以能够及时得到补缩,故而不会出现较为严重的缩松缩孔。
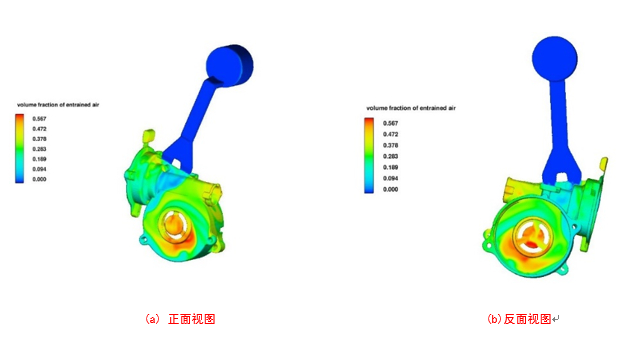
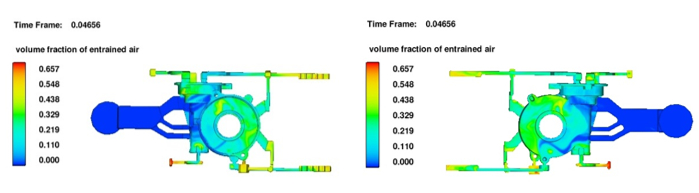
图:6流场分布模拟 图7为本方案压铸件夹带气体的体积分数。颜色为红色的区域卷气最为严重,高达56 %,本方案中铸件上大部分区域卷气量为28 % ,有部分区域卷气高达38 %。压铸件的重要部位卷气较为严重,因此该工艺方案的设计需要进一步改善。
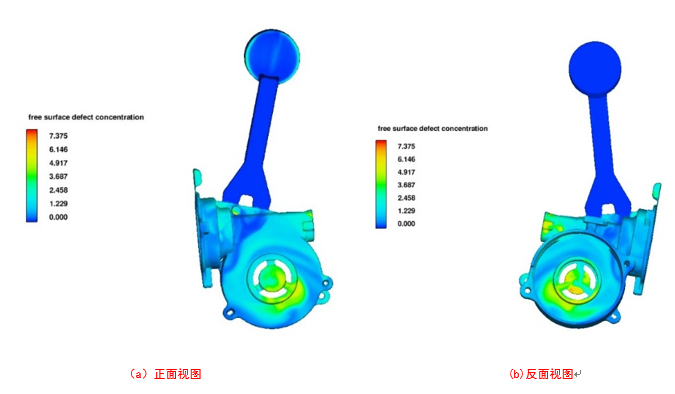
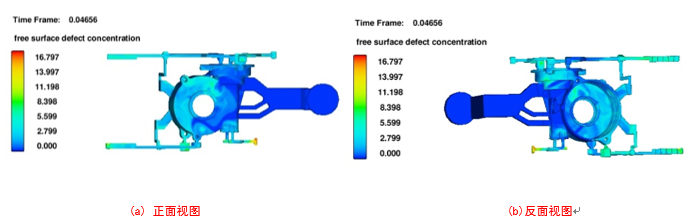
图7:卷气分布模拟结果 根据模拟结果来看,压铸件表面缺陷最高处达到7.3%左右,但处于排溢系统上,而铸件主体大部分表面质量低于2%,基本不会影响铸件的使用。再结合图7发现,在表面缺陷最严重的位置的卷气量也很高。因此判断表面缺陷的产生和铸件内的卷气量有着很大的关系。因此想要改善表面质量,则需要从卷气量来入手,进行优化方案的设计。
图8:表面缺陷模拟结果及分析 2.2 工艺优化 原始压铸方案卷气较严重,需要进行工艺优化,正确选择浇口的位置和导流方式,对于非良形状的铸件多采用多股内浇口,设置3个内浇口,内浇口宽度为8 mm、10 mm、20 mm。长度为5 mm,增加了内浇口截面积从而使得压射速度提高。为了改善排气条件,在铸件两侧增设环形溢流槽,溢流槽1尺寸为A=5 mm,H=8 mm,B=15 mm;溢流槽2尺寸为A=10 mm,H=10 mm,B=15 mm, 溢流槽3尺寸为A=5 mm,H=8 mm,B=15 mm吊耳处增设溢流槽,尺寸为A=15 mm,H=10 mm,B=20 mm,同时设置一个圆柱形冒口,R=10 mm,H=15 mm。为了增加排气效果,改善卷气,在铸件端盖处增加排气槽。排气槽用于从型腔中排出空气及涂料挥发产生的气体。为了使型腔中的气体在压射时尽可能多的被金属液排出,将排气槽设置在金属液最后填充的位置。优化工艺的三维图见图9。
图9:优化方案三维图 将优化方案进行数值模拟,图10为优化方案温度场模拟结果。可以看出铸件从内浇口开始凝固,在铸件的充型过程中金属液充型比较平稳,未发生金属液飞溅的现象,说明优化方案的充型效果良好。
图10:优化方案流动场模拟 图11为优化方案卷气结果。从模拟结果上可以发现,卷气严重的地方集中在溢流槽和排气槽,说明设置的溢流槽和排气槽起到了作用,铸件上并未发生卷气,进一步表明优化方案设计合理可行。
图11:优化方案卷气模拟结果 图12为优化方案模拟的缺陷分布。可以看出,铸件中未出现缺陷,最大表面缺陷在2%以下,表面缺陷严重部位出现在溢流槽上,可以在压铸完成后将溢流槽切除。综上,优化方案合理可行。将优化方案应用到实际生产中,得到无缺陷铸件。图13为实际生产铸件。
图12:优化方案缺陷模拟结果
图13:实际生产铸件 3、结论 根据水泵壳体结构要求,设计合理压铸方案,将压铸工艺与数值模拟技术相结合,利用FLOW-3D软件对压铸工艺进行数值模拟,分析卷气及缺陷产生原因并进行工艺优化,增加多股内浇口,增设溢流槽和排气槽,模拟显示无缺陷。进行生产验证后得到符合实际生产铸件。 |

.jpg)

.jpg)
.jpg)