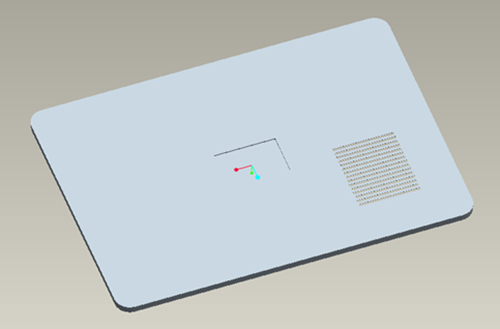
 原标题:基于大数据分析的镁合金压铸模快速设计系统开发研究 摘 要:以镁合金笔记本电脑后盖压铸模为例,介绍了基于大数据分析的压铸模CAD集成系统快速设计镁合金压铸模的一般过程。该系统不仅可以快速、合理地设计压铸模的侧抽芯和复杂的型腔结构,而且可以查询压铸模设计的相关数据和。实践证明,该系统能快速完成复杂型腔压铸模的设计,对复杂镁合金压铸模的设计具有参考价值。 镁合金压铸模具具有充型熔液温度高,内部型腔复杂,使用寿命长,成型零件间易高温粘结以及冷却速度快等特点。若采用传统设计,设计工作量较大,模具设计周期长。采用专用CAD集成系统对镁合金压铸模进行快速设计,既可缩短设计周期,又可提高模具结构的合理性和加工精度。智能制造是人工智能主战场,CAD/CAM/CAE/CAPP技术是现代模具设计的核心和重点发展方向。本课题将人工智能应用到传统的镁合金压铸模模具设计,采用大数据+专用镁合金压铸模CAD系统的开发理念,利用VC++6.0以及Windows系列视窗化操作系统集成开发环境,开发了基于大数据分析的镁合金压铸模CAD集成系统。该系统采用中文界面,下拉菜单设计,操作简单,压铸模设计更准确、快捷、方便,具有较好的借鉴意义。 1、压铸成形工艺分析 1.1 压铸材料特性分析 AZ91D镁合金笔记本电脑后盖原设计材料是工程塑料。AZ91D合金具有密度低(1.82 g/cm³,质量为85.2 g,投影面积为123cm³,质量为100.8 g,可以计算镁合金熔液总浇注质量为186 g,压铸机所需的最小锁紧力为1 012 kN,选择J1118H(180t)1800 kN卧式冷室压铸机,最大锁紧力为1 800 kN,压铸电机座板行程为350 mm,注射力为200 kN,一次金属注射量为(镁合金)700 g,能满足生产需要。 1.2 压铸件结构特点分析 镁合金笔记本电脑后盖的几何形状见图1。其外形尺寸最大为350 mm×250 mm×11 mm,平均壁厚为0.6 mm。铸件周围有装配用的孔和槽,特别是在侧面有装配用矩形孔,需要考虑侧向抽芯机构。为了简化模具结构,脱模机构采用斜顶出方式。根据设计要求,配合件的高精度尺寸选用IT11,外形尺寸选用IT12。压铸件平行度公差和同轴度公差的最小值为0.1 mm。根据压铸件缺陷大数据分析,在不影响铸件装配的情况下,对其进行了结构优化,采用圆角设计,尽量扩大圆角的尺寸,使液态金属流动更加顺畅,气体容易排出,可避免气孔以及裂纹等缺陷。过渡圆角半径为为1 mm。铸件内表面起模角度取β=1°,外表面起模斜度取α=1°。铸件后壳盖内表面粗糙度等级为1级,Ra=0.8um;外表面为2级,Ra=1.6um;其余为3级,Ra=3.2um,均要求为压铸自然表面,无二次加工。
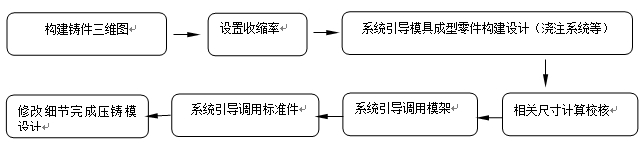
图1:笔记本电脑后盖三维图 2、压铸设备与模具设计参数 使用CAD集成系统进行三维实体造型,也可以使用其他专业造型软件(UG-NX、Pro/E)进行造型后导入CAD集成系统。通过系统的手册查询和相关的尺寸计算模块,可以计算出铸件的体积和质量。铸件的体积为46.8cm³,质量为85.2 g,投影面积为123 m㎡,模具型腔为一模一腔。浇注系统和溢流槽的总体积为55.4 cm³,质量为100.8 g,可以计算镁合金熔液总浇注质量为186 g,压铸机所需的最小锁紧力为1 012 kN,选择J1118H(180t)1800 kN卧式冷室压铸机,最大锁紧力为1 800 kN,压铸电机座板行程为350 mm,注射力为200 kN,一次金属注射量为(镁合金)700 g,能满足生产需要。 3、基于大数据分析的镁合金压铸模快速设计系统 压铸模设计的主要工作是模具工作零件的创建,包括型腔、斜滑块、浇注系统、顶出机构等。首先基于大数据分析结构优化,建立铸件的三维模型,设定镁合金材料的收缩率,基于大数据分析引导设置,设置模具分型面,自动生成模具工作零件,调用镁合金压铸模标准模架和标准件,修改细节,完成设计。 3.1 流程设计 压铸模设计流程:①建立三维图;②系统引导建立模具工作零件,包括设定收缩率、分型面设置、模具凹凸腔、周边斜滑块、中心浇注通道和分流通道设计;③系统引导调用标准模架和标准件,最终设计点浇口、顶出机构以及压铸模加热和冷却系统,具体流程见图2。压铸模快速设计系统大大节省了数据查询和三维建模的时间,基于压铸件缺陷的大数据分析可以尽量避免大量缺陷产生。将传统压铸模设计周期从18天缩短为1天左右,大大节省了压铸模设计时间,提高了设计效率。
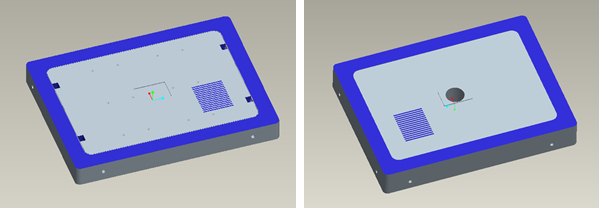
图2:快速压铸模设计具体流程 3.2 分型面设置 分型面是模具设计和制造的基准面。它直接影响到模具的加工工艺和压铸成形的效率和效果。分型面是否设置合理,直接决定压铸模设计成功与否。采用大数据分析,可以指导专业设计人员正确设置分型面,本铸件较简单,分型面设置在外径最大的截面上,斜顶出4个扣位。模具结构简单,制造方便。根据铸件的结构分析,本设计选用单分型面。 3.3 模具工作零件构建 借助快速模具设计系统和可视化系统的引导,只需设定镁合金材料的收缩率(0.8%)即可自动生成压铸模具工作零件,包括压铸模的凸凹模、斜滑块和浇注系统。整个过程由软件自动生成,避免人为误差,模具型腔尺寸更准确。系统自动生成的模芯和型腔见图3。在此环节,可以通过大数据分析,因镁合金压铸件体积收缩率较大,在铸件脱模时,铸件会因收缩率大而不易脱模,若强行脱模会造成较大裂纹等缺陷,可在压铸模工作零件构建完成后,通过系统软件对整体模具型腔及浇注系统进行圆角化,尽量减少附着应力,避免铸件缺陷产生。
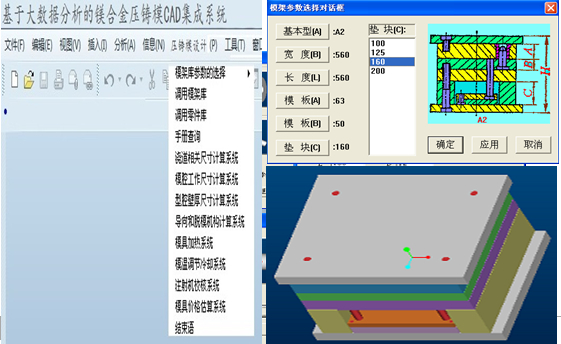
(a)动模 (b)定模 图3:压铸模工作零件 3.4 标准模架调用 用户在客户端成功配置相关环境并安装组件后,可以在基于大数据分析的镁合金压铸CAD集成系统的菜单栏和工具栏上加载相关模块的控制按钮(见图4)。从图4可以看出,压铸模CAD集成系统包括模架库参数的选择、模架库调用、零件库调用、手册查询、各类尺寸计算公式、模具冷却及加热系统、注射机校核、模具价格估算系统等。
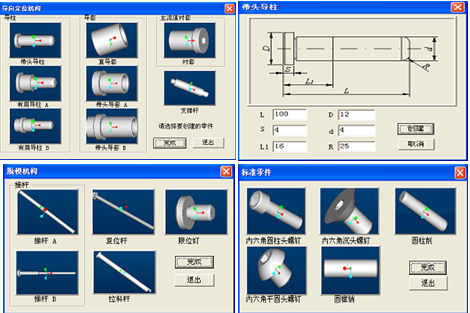
(a)CAD集成系统 (b)标准模架调用界面 图4:镁合金压铸模CAD集成系统及标准模架调用界面 3.5 标准零件调用 选择“调用零件库”按钮,该按钮有三个子菜单,即导向定位机构、脱模机构和标准件,见图5。选择其菜单按钮,调用用户操作界面,然后选择所需部件的图标。将显示“零件参数输入”对话框。输入参数后,单击“创建”生成所需的零件。点击菜单按钮“调用零件库-导向定位机构”显示的用户界面,点击导柱图标显示的操作界面。
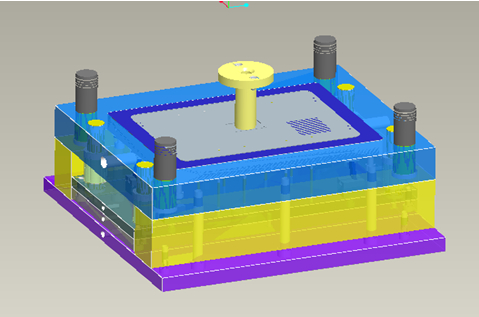
图5:镁合金压铸模CAD集成系统标准零件调用界面 3.6 压铸模三维总装图 根据系统引导,调用标准模架和标准件,再调用压铸模的工作零件。修改模具细节后,完成压铸模总体设计,三维总装图见图6。压铸模总体设计完成后,经模具运动干涉检查确认后,结合大数据分析进行压铸模整体结构审查验证,对压铸模细节进行优化,修正,对后期压铸模试模可能出现的问题进行预判,排除因压铸设备以及压铸工艺造成压铸件缺陷的其他设计因素,有条件的厂家可以进行运动仿真以及充型过程模拟,分析模拟结果后,再对压铸模整体结构进行优化,确认整体无误后,方可进行下一步数字化制造,以保证在后期压铸模试模中一次性成功,节约设计加工成本。模具设计在系统的指导下逐步计算和调用,无需对各个零件进行重复的模具建模和装配,避免了大量的重复工作,大大缩短了模具设计时间。
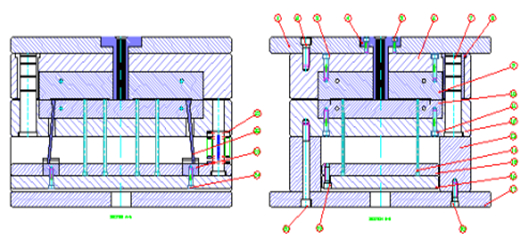
图6:压铸模三维总装图 3.7 压铸模二维工程图 压铸模三维装配图完成后,利用该系统的“工程图”模快,可直接生成二维装配图(见图7)以及零件图,便于安装和装配。单个零件也可以直接生成二维工程图,方便传统的加工方法对单个零件的加工。从二维装配图上可以看出镁合金压铸模具的整个工作过程。从图7可以看出,模具整体侧抽芯机构采用斜顶机构,模具结构简单,减少了模具型腔的相对运动部件,避免了压铸模因型腔温度高、型腔相对运动部件烧结而损坏。
图7:压铸模二维装配图 4、结束语 以笔记本电脑后盖为例,介绍了基于大数据分析的镁合金压铸模CAD集成系统的开发思路和压铸模快速设计流程。该系统根据企业生产实际,把产生铸件缺陷的因素进行收集,采用大数据进行分析,在铸件三维建模以及模具分型面设置,浇注系统设计以及模具加热与冷却系统设计时,起到积极的引导与优化作用,此外,其他主要功能还包括压铸模具标准模架库和零件库、压铸模设计手册查询、压铸模型腔尺寸计算与验证系统、压铸模价格评估系统等,该系统即可以摆脱模具设计中复杂的查询工作,有可以对将来出现的压铸缺陷进行收集整理,可实现快速压铸模具设计的数字化和智能化。
作者: 本文来自:《特种铸造及有色合金》杂志2020年第40卷第06期 |
.jpg)

.jpg)
.jpg)