 原标题:壳体压铸工艺设计及优化 摘要:根据壳体的结构特点对其进行压铸工艺设计。通过对两种浇注系统利用ProCAST软件进行数值模拟,分析了缩孔、缩松产生的位置及原因,通过对比选择一种较优的浇注系统进行压铸工艺优化。结果表明,经过工艺优化,铸件无缩孔、缩松缺陷,且经过生产验证,满足技术要求。 压铸是一种自动化程度较高,且能大量生产形状复杂零件的铸造技术,其生产出的铸件具有致密性良好、精度较高、加工余量少、力学性能优良等优点,在汽车、机械装备等领域中得到了广泛应用。而机壳壳体是汽车零部件安装的重要载体,其壁厚较薄,但对其力学性能、精度、气密性要求较高,且需要大批量生产,因此压力铸造成为制造壳体最好的选择。 在本研究中,通过对铸件的结构进行分析,设计了铸件的浇注系统,并利用ProCAST软件对其进行模拟,通过分析模拟结果,对工艺进行优化,消除其存在的缩孔、缩松等缺陷问题,从而得到了满足壳体技术要求的压铸工艺。 1.壳体结构 研究的铸件为某公司生产的用于汽车零部件的机壳壳体,其三维造型示意图如图1所示,其中深色区域为铸件的加工面,加工余量为0.5 mm,铸件的轮廓尺寸为103 mm×98 mm×89 mm,铸件体积为234 108 m³,质量为632 g,最厚壁5.5 mm,最薄壁2.5 mm,平均壁厚3 mm。铸件材料为具有较好流动性、良好气密性、高耐磨性的Al-Si-Cu系合金YL113,其合金成分如表1所示。铸件要求表面光洁,起模斜度不超过1.5°,铸件收缩率为0.6%,内部无缩孔、缩松等缺陷。
图1 铸件三维造型示意图
表1 YL113合金成分 wB/% 2.压铸工艺设计 在模具设计中,压铸工艺最为重要,直接影响铸件的质量、生产成本、模具制造难易程度等。压铸工艺包括分型面的选择、浇注系统的设计、溢流和排气系统的设计。 2.1 分型面的选择 机壳壳体形状比较复杂,需要设置抽芯机构,故模具制造较难,因此铸件采用一模一腔的铸造方式。根据分型面选择的最基本原则:选择铸件投影面积的最大区域。本铸件有两种分型面设置方法,如图2所示,采用分型面a,只需设置一个抽芯机构,但铸件型腔较深,型芯包紧力较大,铸件不易脱出;其次铸件壁较薄,不易设置推出机构。采用分型面b,铸件需设置多个抽芯机构,模具制造复杂,但是铸件上下基本对称,铸件充型平稳,其次方便设置推出机构,有利于溢流槽和排气槽的设置,更能满足压铸工艺要求,故本铸件选择分型面b。
图2 铸件分型面示意图 2.2 浇注系统的设计 浇注系统设计方案的三维示意图如图3所示。
图3 浇注系统三维示意图 2.2.1 内浇口设计 内浇口可分为:扁平内浇口、端面侧浇口、中心内浇口、环形内浇口等。本壳体属于圆筒类,为了避免金属液直接冲击型芯和粘附现象的产生,两种浇注系统都采用环形内浇口切向进料,即在铸件一旁设置环形浇道,金属液充满环形浇道后进入型腔,这样金属液就可以在环形圆周上得到大致相同的速度,使金属液充型平稳,型腔内的气体容易排出。其次也可以在内浇口上设置推杆避免在铸件上有推杆的痕迹。
内浇口的截面积按公式(1)计算。 式中:A g 为内浇口的截面积,㎡;V为压铸件与溢流槽的体积之和,m³;v为内浇口处金属液的充填速度,m/s;t为型腔的充型时间,s。对于铝合金来讲,内浇口的速度一般取20~60 m/s,平均壁厚为3 mm的铸件充型时间为0.028~0.04 s,内浇口壁厚为1.5~2.5 mm。取充填速度为40 m/s,充型时间0.03 s,内浇口壁厚2 mm。计算得内浇口的截面积A g =223.6 ㎡,内浇口宽度为111.8 mm,设置四个方向进料,平均每个内浇口宽度为28 mm。设置的环形浇道外径 106 mm,内径 86 mm,厚度20 mm。 2.2.2 横浇道设计
横浇道是金属液从直浇道到内浇口的过渡通道,对于不同的压铸件横浇道有不同的结构形式,而对于圆筒类形状的铸件,采取圆弧收缩式结构。为了防止金属液在流动时产生负压,横浇道的截面积应逐渐减小。本研究采用卧式冷室压铸机,其横浇道的深度按公式(2)计算。 式中:D为横浇道深度,mm;T为内浇口厚度,mm。取D=10 mm,由于横浇道切向进料,横浇道最小宽度为20 mm,为了便于铸件更好脱模,设置横浇道的起模斜度为15°。 2.2.3 直浇道设计 直浇道是金属液从压铸机进入型腔的首要通道,其大小与压铸机的压室直径有关,本研究压室直径选取60 mm,余料厚度设置为10 mm,起模斜度为10°。 2.3 溢流槽的设计 根据设计原则,溢流槽一般设置在金属液汇合、型腔附近难以排气的地方。本铸件上下分型,故在分型面处会有金属液汇合,因此对于两种浇注系统都需要在分型面处设置溢流槽;其次为了防止环形浇道的金属液发生回流,两种浇注系统都需在环形浇道两边各设置一个溢流槽。而由图2b可知,铸件正前方壁厚较厚,为充分排除气体和夹杂,故对浇注系统I,在左右两侧各设置1个溢流槽。浇注系统I、II溢流槽三维示意图分别如图4a、b所示。
图4 溢流槽三维示意图 3.数值模拟与优化 将三维造型导入模拟软件ProCAST中进行网格划分,设置铸件网格单元尺寸为2 mm,模具网格单元尺寸为10 mm。 3.1 工艺参数的设置 设置模拟工艺参数:(1)铸件材料为欧洲标准的ENAC-41600(YL113),模具材料为H13;(2)金属液浇注温度推荐值如表2所示,本研究取620 ℃,模具预热温度为220 ℃;(3)模具与铸件的传热系数为1 000 W/(㎡ ·K);(4)金属液的充填速度为3 m/s,铸件采用空冷方式冷却。
表2 铝合金浇注温度 3.2 初步工艺方案模拟 浇注系统I的充型过程见图5。可以看出,充型32.7%时,金属液开始流向内浇口;充型52.4%时,金属液流向铸件底部,并有少量金属液开始流向溢流口;充型74.2%时,铸件轮廓几乎充填完成,少量金属液流向溢流口;充型96.85%时,铸件轮廓充填完成,金属液流向溢流槽。从整个充型过程中可以看出,金属液充型平稳,金属液从直浇道流向横浇道,再流向环形内浇口,最后充型的部位为储存冷污金属液和空气的溢流槽,金属液流向正确,浇注系统I设置合理。
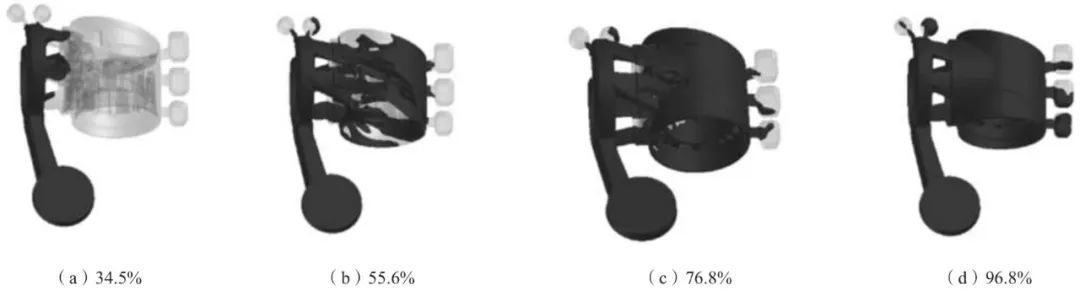
图5 浇注系统I充型过程示意图 图6为浇注系统II的充型过程。由图知,当充型34.5%时,金属液开始从环形内浇口流向铸件;充型55.6%时,金属液从四个方向流向铸件的端部,少量金属液开始流向溢流口;充型76.8%时,铸件轮廓几乎充型完成,金属液流向溢流槽;充型96.8%时,金属液充填溢流槽,储存冷污金属液。整个充型过程,金属液流动平稳,无飞溅现象,金属液从环形内浇口流向铸件,最后充填溢流槽,金属液流向正确,浇注系统II设置合理。
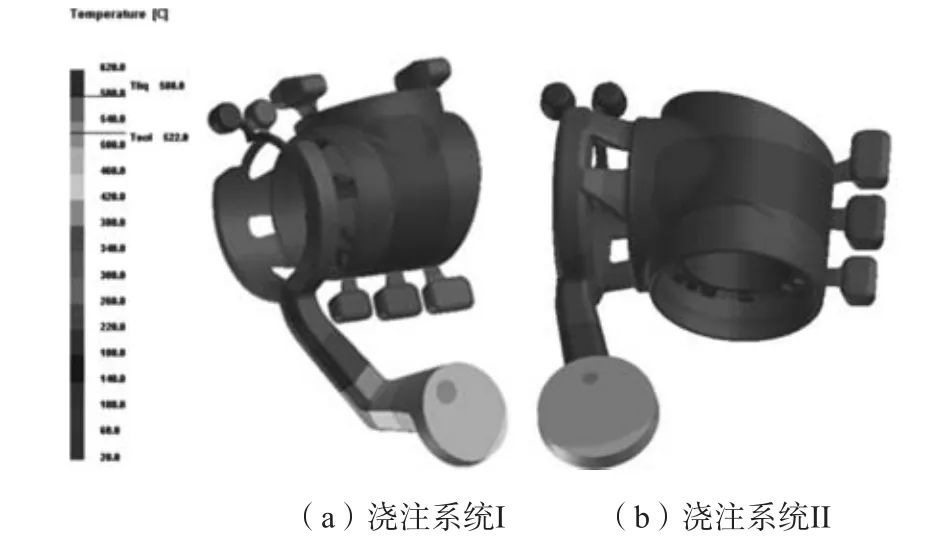
图6 浇注系统II充型过程示意图 浇注系统I、II铸件完全凝固时的温度场见图7,可以看出两种浇注系统铸件在侧壁中间部分温度较高,其原因是铸件中间部分内设加强筋,铸件壁厚较厚,在凝固过程中散热较慢,易产生热节,预测此部位会产生缩孔、缩松缺陷。
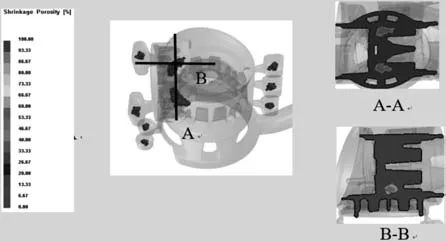
图7 铸件完全凝固后的温度场 图8为铸件采用浇注系统I所产生的缩孔、缩松缺陷。铸件产生缺陷集中的地方是铸件加强筋壁厚较大的地方,其原因是铸件在此区域凝固时温度较高,金属液凝固较慢,凝固速率不均匀,此时会产生细小的孔洞被孤立,从而在完全凝固时得不到金属液的补缩,出现缩孔、缩松缺陷。
图8 浇注系统I缺陷示意图 采用浇注系统II的铸件缺陷示意图如图9所示,也在铸件壁厚的地方出现缩孔、缩松缺陷,且比采用浇注系统I产生的缩孔、缩松缺陷多,其原因是浇注系统II的内浇口离铸件壁厚的地方近,而浇注系统I内浇口离铸件壁厚地方较远。因此在铸件壁厚区域,采用浇注系统II比采用浇注系统I的温度高,在铸件凝固时,产生的因凝固速率不均匀而被孤立的细小孔洞变多,在完全凝固时,产生的缩孔、缩松缺陷多。因此对于两种浇注系统,采用浇注系统I,铸件的缺陷较少,工艺较优。
图9 浇注系统II缺陷示意图 3.3 工艺优化 为了使铸件在壁厚处凝固均匀,本研究在铸件产生的缩松、缩孔区域正下方设置了冷却水道,并在缩松、缩孔区域集中的地方设置两个溢流槽,使其充分排除气体和夹杂,转移缩松位置,其优化后的工艺方案如图10所示。优化后工艺参数设置其冷区水道与模具的换热系数为2 000/(㎡·K),其他参数不变。工艺优化后的缩孔、缺陷见图11。可以看出,铸件在加强筋壁厚处无缩松、缩孔缺陷,满足技术要求。说明初步设计工艺产生的缺陷是铸件冷却不均匀造成。
图10 优化方案三维图
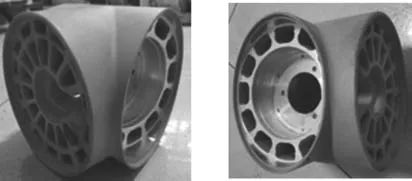
图11 优化后的缩孔、缩松示意图 3.4 生产验证 图12为采用浇注系统I优化后生产的壳体铸件。通过检测,发现其内部无缩孔、缩松缺陷,表面无裂纹,满足力学性能要求,且达到尺寸精度、气密性要求,已大批量生产。
图12 铸件实物图 3.结论 (1)根据壳体的结构,设计了铸件的两种浇注系统,并利用ProCAST软件对其进行数值模拟,结果显示铸件在壁厚处产生缩孔、缩松缺陷;内浇口设置在铸件壁厚较远的地方产生的缩孔、缩松缺陷较少。分析发现铸件产生缩孔、缩松的原因是铸件在壁厚处凝固不均匀,部分区域被孤立得不到补缩。 (2)通过工艺优化,使得铸件无缩孔、缩松缺陷,并采用优化后的工艺进行生产验证,通过检测发现铸件内部无缩孔、缩松缺陷,且满足技术要求,可以用于指导类似铸件压铸工艺设计。
作者
勾健
李湖涛 本文来自:《铸造》杂志 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)

.jpg)
.jpg)