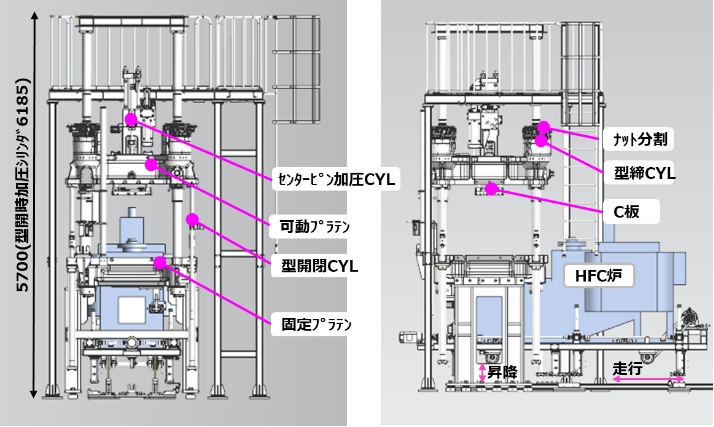
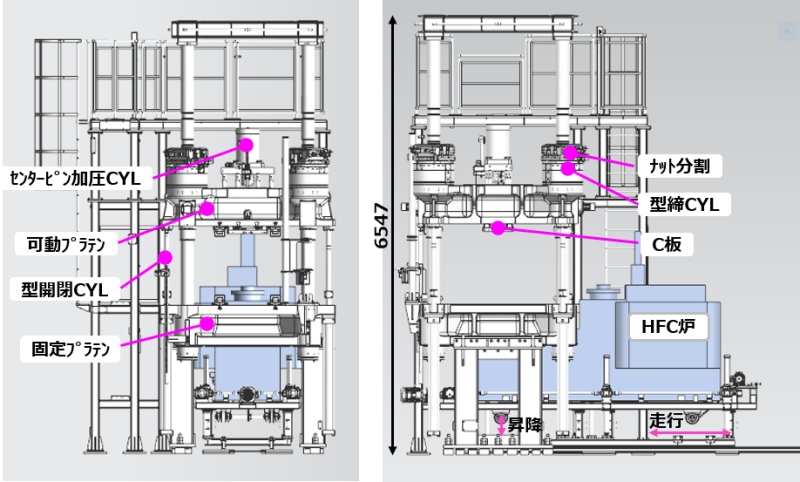
 原标题:宇部&东风汽车:高强度・高生产性工艺(HFC)的开发 缩孔、气孔、夹杂物(氧化物等)、溶汤流动不畅,裂纹,这些都是铸造产品的典型的缺陷。尤其是夹杂物,即使混入比例很小,也会成为断裂的起点,导致铸件机械性能的下降,同时也会增加偏差范围,降低铸件的可靠性。为此,迄今为止,压铸机制造商、汽车零部件制造商、铝制造商等,在对铸造前的溶汤的清洁措施以及模具内溶汤充填过程做出了许多努力。 在压铸和铸造行业,随着前所未有的价格竞争的加剧,对更高质量产品和更紧凑的设备的需求比以往更高。着眼于挤压铸造,重力铸造这样,注汤过程中产生氧化物,和低压铸造的中间升液槽内的溶汤在开模时下落,产生的氧化物,以及由于在汤口周围附着了凝固物,导致在铸造品中混入了夹杂物的问题,致力于「干净的溶汤从注汤开始,到整个铸造过程中,抑制夹杂物的产生和混入的工艺」的开发,开发了一种在原来的低压铸造中,新加入了在加压室,给汤室中引入氮气,抑制汤面氧化,通过增加精密气体加压控制,对汤口,腔室充填的最适合溶汤流动控制压力机构和充填后的凝固控制加压机构的HFC 铸造工艺。该工艺同时使用气体和液压两种加压方式对模具模腔内充填溶汤Hybrid Fill Casting(混合,充填,铸造)简称 HFC 工艺。 图文结果 HFC的铸造设备(M-HFC)的外观如图1、主要规格用表1来表示。铸造设备本体通过在动模板的4角内置的锁模机构的2块模板构造,控制了高度。通过中心销和局部加压销的行程控制,根据凝固收缩进行加压。
图1 M-HFC铸造设备外观
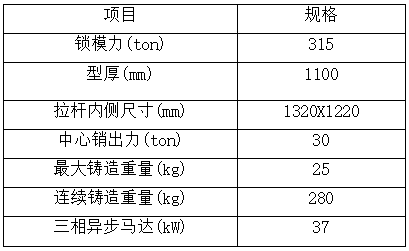
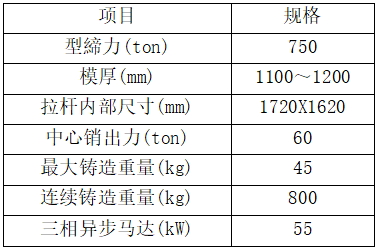
表1 M-HFC铸造设备的主要规格
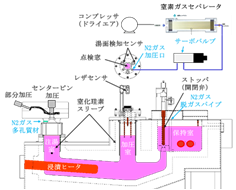
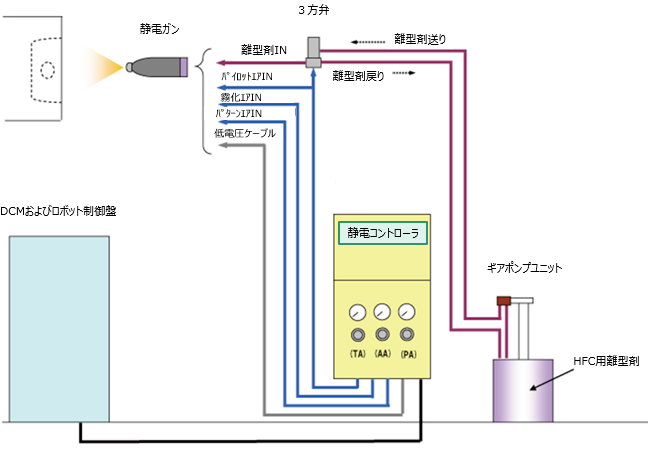
图2 HFC炉和周边机器
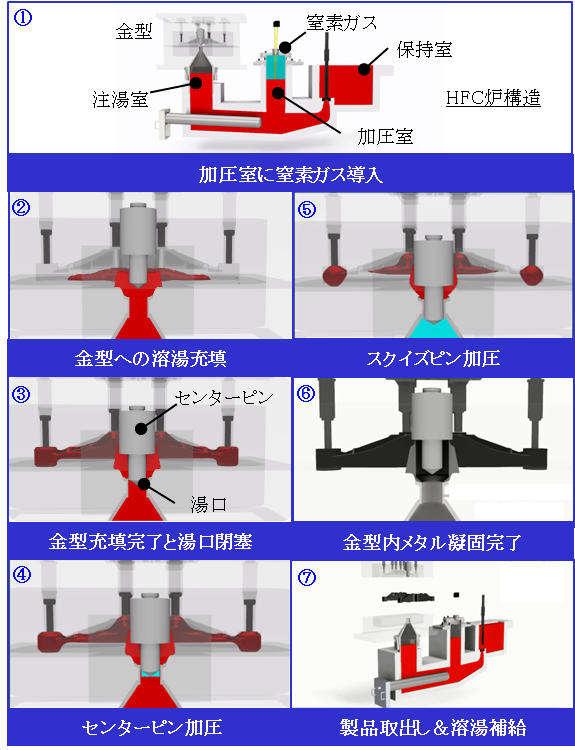
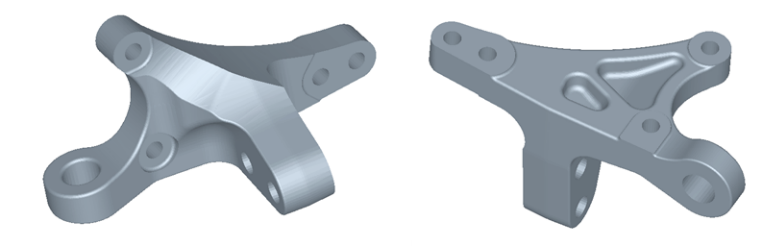
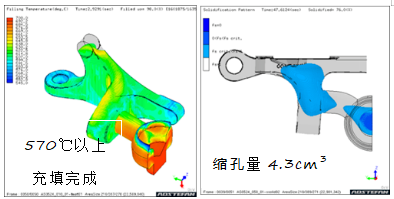
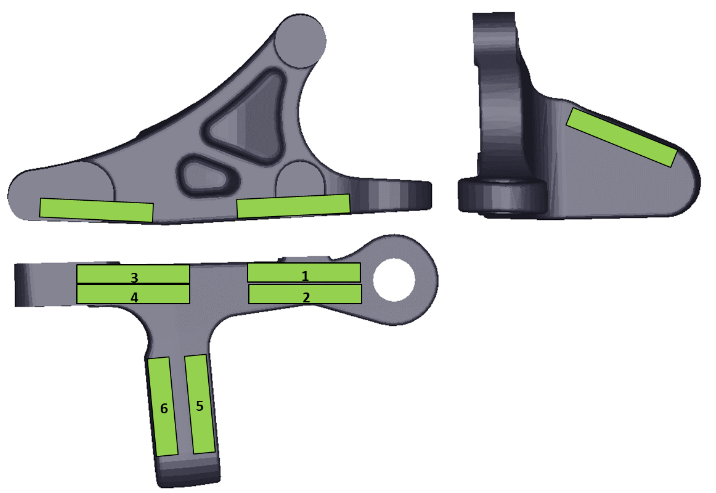
图3 HFC的铸造工程 图4为某商用车公司重型卡车的发动机悬置支架,重量3.5kg,最大壁厚60mm以上,图5根据铸造解析的溶汤流动解析,确认到4秒以内进行充填,在流动停止温度前可以进行充填。另外,根据凝固解析求出指向性凝固中断的时机和未凝固金属的体积,以探讨局部加压的容积和加压气缸的尺寸。
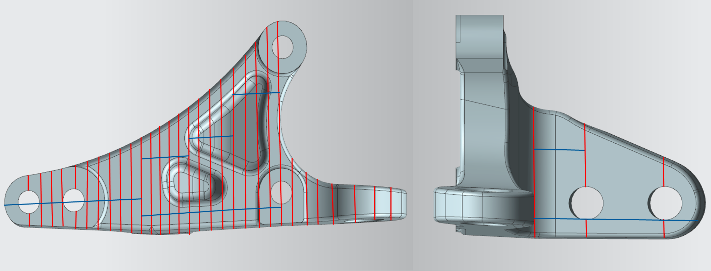
图4 支架形状
图5 铸造解析结果
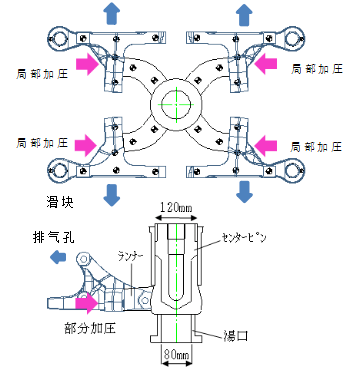
图6 模具方案
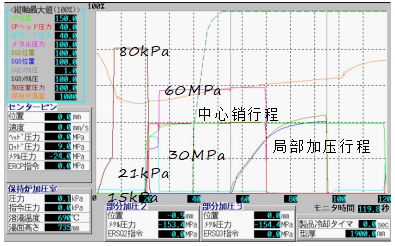
图7 铸造波形
图8 静电喷涂装置
图9 铸造品外观
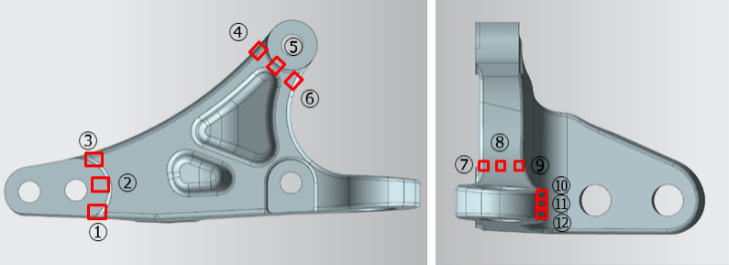
图10 X射线调查结果 夹杂物调查是在一件铸造样品上如图11这样切断成51个,在切断片上做出缺口,检查断面的观察面积和进行目视调查。在3个样本上做了缺口,对合计252个破断面进行了调查。
图11 铸造样品切断部位
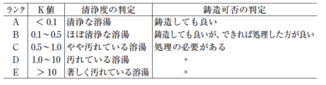
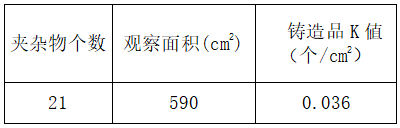
表2 根据K模型法判定夹杂物
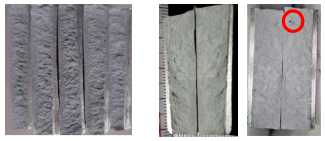
图12 夹杂物调查结果
表3 夹杂物调查结果
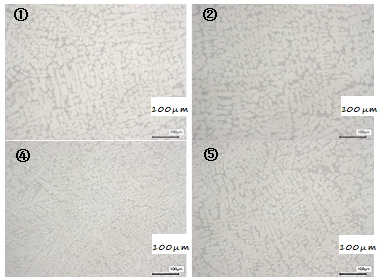
图13 微观组织调查部位
图14 微观组织调查
图15 试验片采取部位
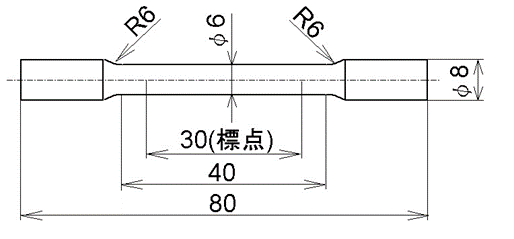
图16 试验片形状
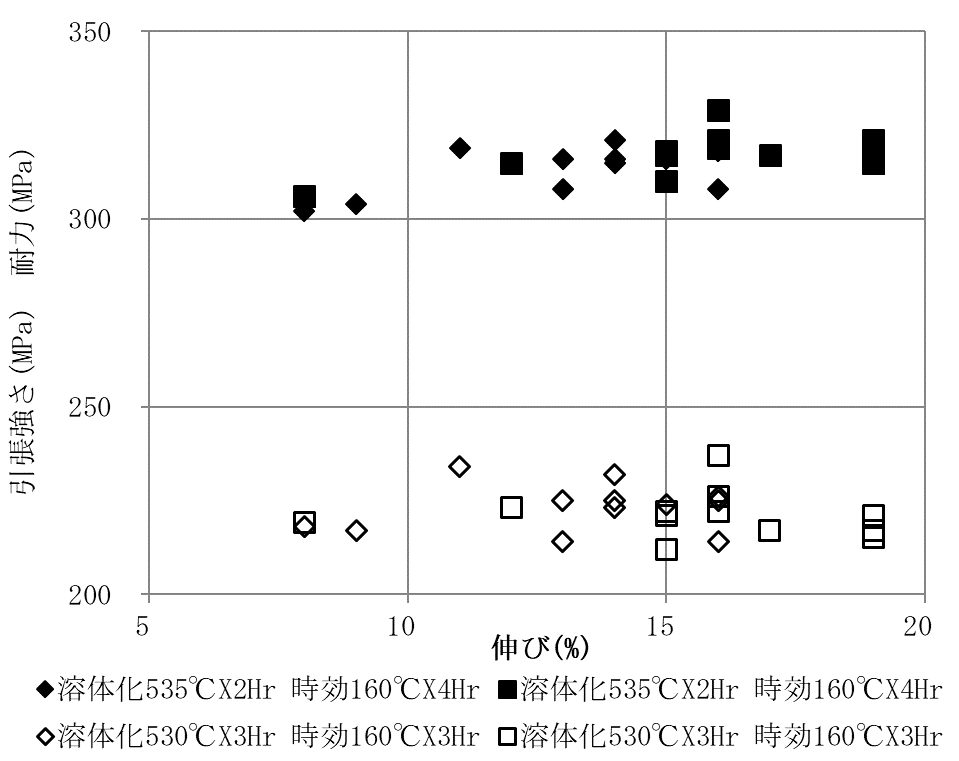
图17 拉伸试验结果(第1回)
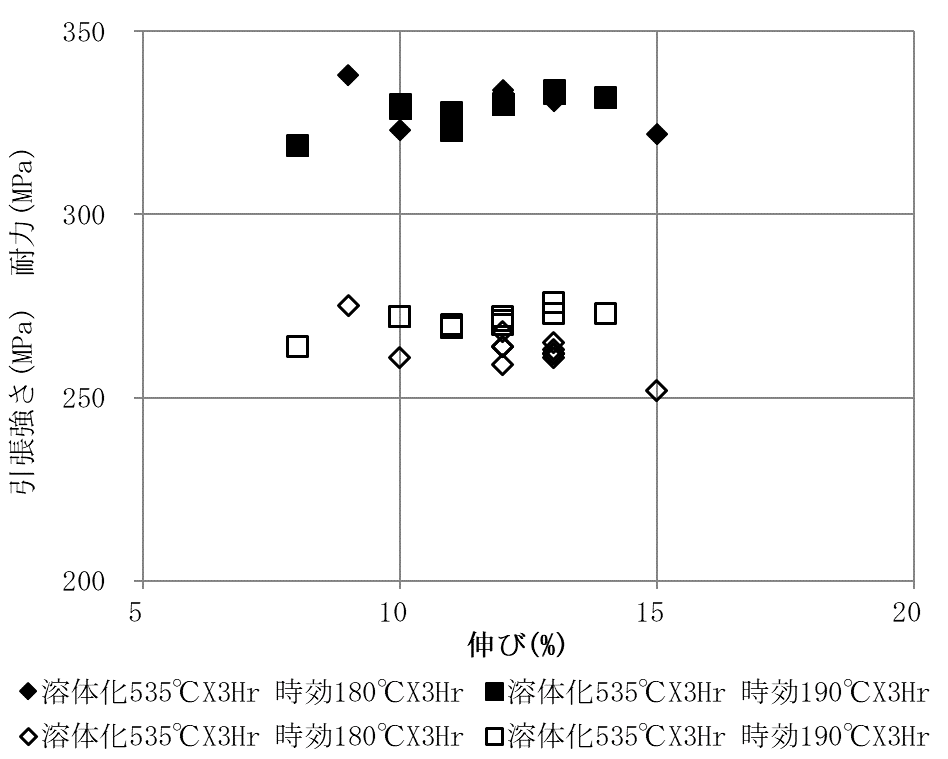
图18 拉伸试验结果(第2回)
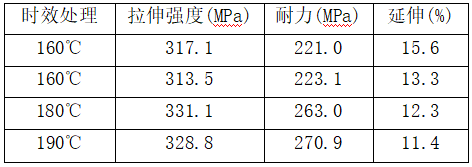
表4 拉伸试验结果 备受期待的高强度、高生产性的铸造工艺M-HFC初号机纳入,开始铸造。现在为了实现量产,一边整备各种周边设备,一边进行铸造。今后,为了对应更大型的部件决定导入L-HFC。
图19 L-HFC铸造设备外观
表5 L-HFC铸造设备的主要规格 研究结论 (1)HFC因为没有重力铸造和挤压铸造这样的注汤动作,所以没有注汤时的空气卷入,加压室的加压气体使用氮气,气体加压完成后的溶汤不像低压铸造那样一下子就落下,调整了下落的速度,因为在开模限,给汤室常时通过多孔材质引入氮气,可以得到良好的铸造品K值。 (2)用保温性良好的脱模剂,在模具内充填溶汤后,通过中心销局部加压销施加最适合的铸造压力,在模具表面持续压着,因为急速凝固,一直到壁厚中心部,能够得到细微的组织。 (3)这次的铸造品的机械特性满足了所要求的品质。和其他的工艺比较,铸造品K值良好,得到细微的组织。因为部品不同,强度和拉伸的品质要求也不相同,但可以通过调整热处理条件,对应顾客多种多样的品质要求。 (4)和其他的工艺比较,因为生产性优秀,可以降低人工费,降低制造成本,减少保持炉的溶汤保持时间,使减少CO2的产生成为可能。
本文作者: |

.jpg)

.jpg)
.jpg)