镁合金气缸盖罩 W16
说明铸件的设计、铸造和造型要求及其功能,也包括装配部件:
用于高性能发动机的气缸盖罩,由于壁厚仅为 2 毫米,且在压铸中使用了抗蠕变镁合金,因此具有一致性轻量化。
设计、铸造和造型要求:
用于左右气缸体镜面对称成品部件的标准化铸造毛坯,作为加工变体;
通过使用抽芯器、挤压机和预铸密封槽,确保无气孔/气密性。
为什么采用压铸件制造?
气缸盖盖最初计划采用铝熔模铸造。制造过程中遇到的困难导致需要重新评估。尽管模具投资很高,但压铸件还是战胜了铣削铝制件和快速成型铝制气缸盖盖,这是因为压铸件的壁厚很小,而且使用了镁合金(重量减轻 30%),因此具有良好的轻量化潜力。
为什么该部件值得获得欧洲压铸奖?
1、采用抗蠕变镁合金制成的技术先进的大面积、薄壁、油密压铸件,适用于动力总成领域的高压力应用;
2、小批量生产的压铸件也具有制造优势,重量减轻了30%,从而提高了盈利能力;
3、两个镜面对称的成品部件采用标准化铸坯,节省投资。
技术规格:
长度:733 毫米
宽度:284 毫米
高度:59 毫米
重量:1625 克
合金:AE44
提交公司: 奥迪公司
转向柱控制器

说明铸件的设计、铸造和成型要求及其功能,包括装配部件:
控制台作为驾驶舱横梁和转向柱之间的连接件。
设计、铸造和造型要求:
双型腔压铸模具每个型腔有4个滑块。由于几何形状的原因,其中一些滑块必须以斜角拉入。造型和冲压是全自动的。这里的一个挑战是喷射,因为浇铸树比压铸机的立柱通道更宽,所以使用了自伸缩喷射头。此外,通过少量喷涂还可节省喷涂介质。另一个挑战是流道过长,因为部件是纵向填充的。还采用了部分侵蚀结构来防止开裂。技术去毛刺是通过喷锌进行的。最后,还进行了对尺寸要求极高的数控加工,并随后进行了清洗。
为什么采用压铸件制造?
与钢板或铝等材料相比,重量更轻。用单个部件实现多个部件的结构连接。良好的碰撞性能:高强度下的高伸长率和能量吸收。
为什么该部件能获得欧洲压铸奖?
1、该部件体现了镁压铸的主要优势。设计自由度高、结构轻便、机械性能(尤其是刚性)极佳、可用一个部件替代多个单独部件;
2、由于减少了喷涂量,节省了铸造资源。先进的生产工艺。
技术规格:
长度:330 毫米
宽度:204 毫米
高度:100 毫米
重量:740 克
合金:AMZ40
提交公司:PC Zitzmann GmbH & Co.
平视显示器外壳(HUD V297 LHD)
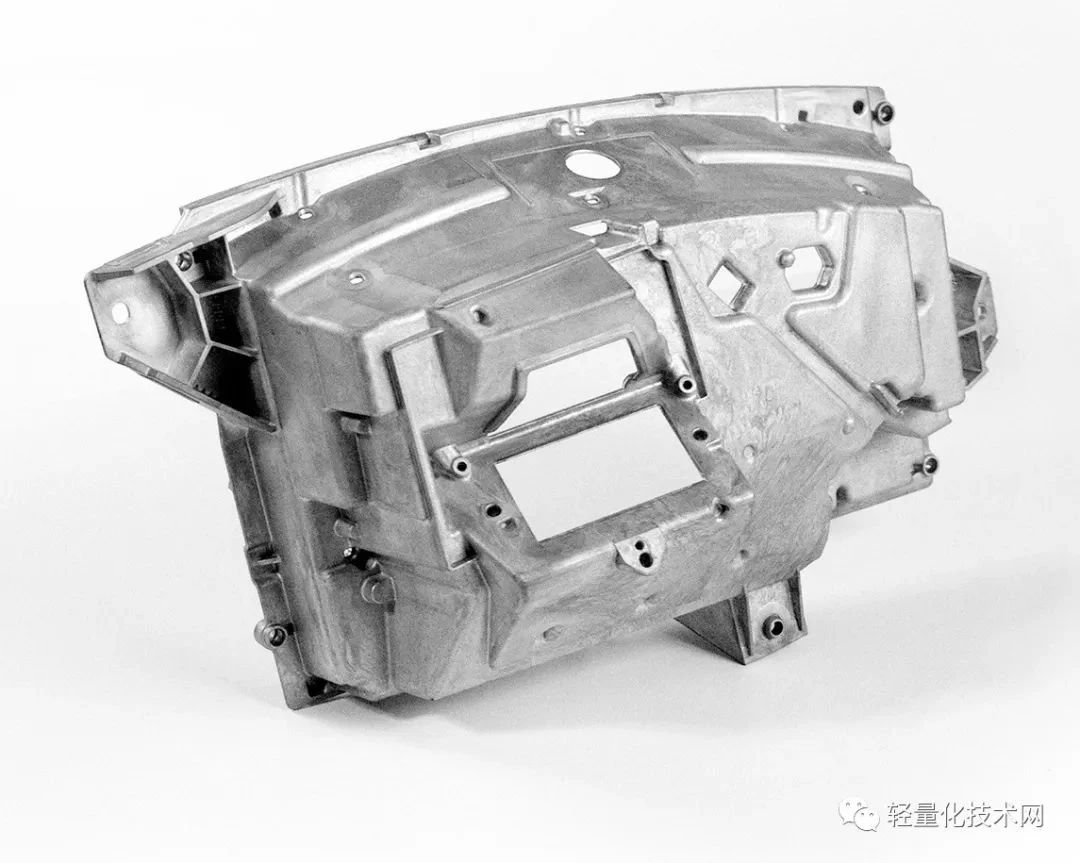
说明铸件的设计、铸造和造型要求及其功能,包括装配部件:
该外壳以其无需机械加工的高精度和轻量化给人留下深刻印象。这为客户带来了成本优势,因为它可以通过光源和几个反射镜将清晰的图像投射到挡风玻璃上。
设计、铸造和成型要求:
所需的充模时间非常短(2次浇注)。由于铸造阴影的影响,中央开口区域的几何形状难以填充和良好流动。实心部分的丝状部件必须使用特殊的滑块(温度超过 250 °C)进行预成型。
为什么要用压铸件生产?
这种部件的生产非常适合压铸工艺,因为汽车行业的应用要求数量大、轻量化要求严格、功能和工艺稳定性要求高。使用镁合金可以铸造出非常轻的薄壁部件,并以原始轮廓的形式再现所有功能。
为什么该部件能获得欧洲压铸奖?
1、第一代平视显示器外壳,无需机械加工,壁很薄;
2、需要高度复杂和精确的铸造模具,多腔(2 层);
3、在压铸过程中只能有非常小的工艺窗口(热跳动)公差;
4、采用干冰去毛刺和清洗的新子工艺(原因:减少喷射造成的变形,纯度更高,胺浓度低)。
技术规格:
长度:486 毫米
宽度:285 毫米
高度:184 毫米
重量:1,168 克
合金:AZ91 (MgAl9Zn1)
提交公司:TCG UNITECH GmbH
.jpg)
.jpg)

.jpg)
.jpg)