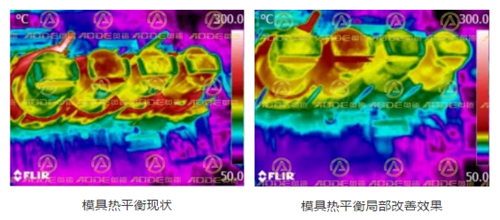
.jpg) 模温控制分区预热示意图 在压铸生产工艺中,不平均或不适当的模具温度经常会导致铸件尺寸不稳定。在生产过程中顶出铸件变形,产生热压力、黏模、表面凹陷、内缩孔及热泡等缺陷。模温差异较大时,对生产周期中的变数,如填充时间、冷却时间及喷涂时间等都会产生不同程度的影响。另外,模具的寿命亦会因受到过冷过热的冲击而导至昂贵钢材产生热裂等问题。
模 温 机
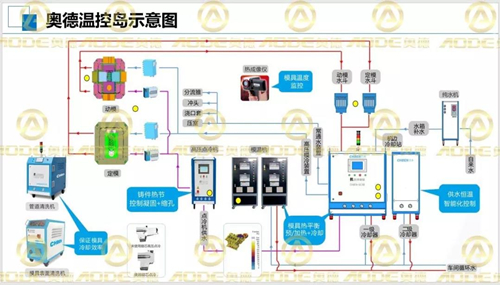
模温机是利用高热传性的导热媒体,实现在很短的时间内将模具内多余热量送走。设定好热平衡温度后,能自动控制其温度在 极小误差之内,且能维持定值。使压铸模具保持在压铸工艺要求的温度范围内,保证按照设计要求充满压铸型腔,得到表面光洁,轮廓清晰,内部质量合格的压铸件。
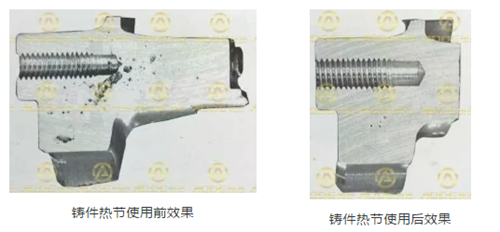
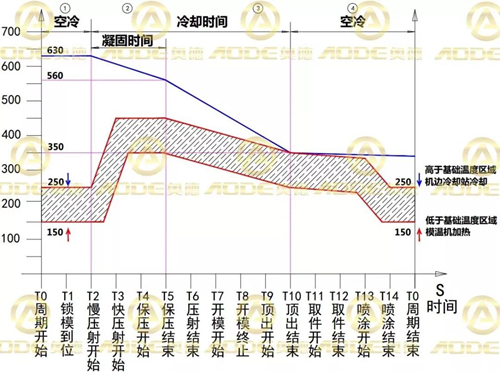
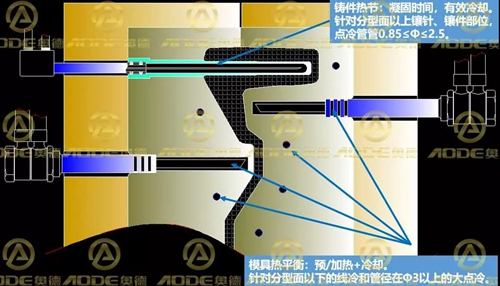
使用模温机,点冷机的具体优点如下: 【1】预热模具,减小开始生产时的模具面层与内部温度梯度,防止模具因温度异常导致开裂而失效。 【2】预热模具和保持模具在生产初始和生产间隙的温度,减少热模时间,节约能耗,加快生产的进度,提高效率。 【3】生产过程中模具温度保持恒定(加热、冷却),可使压铸件尺寸,密度保持稳定,保证产品质量的稳定性。 【4】由于模温机的加热冷却作用,可减少脱模剂的使用量,减少对模具的激冷,从而减少热应力的产生,延缓模具表面龟裂的产生,从而延长模具的使用寿命。 【5】可以减少冷却水的使用,延长模具寿命,节省压铸周期,对产品粘模、粘铝和拉伤也有一定的抑制作用,提高产品的外观,降低不良品的产生。 【6】有效冷却,控制凝固时间,解决产品缩孔。 【7】合理的控制整个压铸周期的模具温度,帮助实现微喷。 压铸件凝固/模具冷却时间示意图
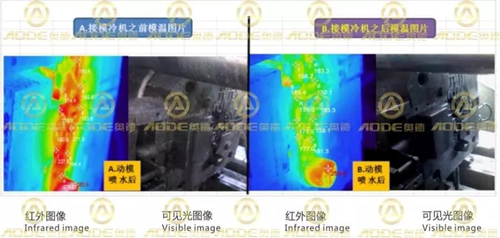
奥德压铸模温机,专为镁合金、铝合金、锌合金压铸成型时的高温模具温度要求而设计,最高工作温度可达350度,运行温度稳定,控温精度可达±0.5-1℃。合理的双回路出油设计,能够分别控制动模和定模的温度,保证最合适的压铸产品成型要求。系统管道一体成型,管损小,加热均匀。电脑触摸式控制,分离式电气控制,操作简单方便,出现故障时能及时给出故障信息,方便排除故障。并有多项安全设置。可根据客户要求配置远程Rs485通讯功能,模具回油装置,强制冷却等功能。采用欧系知名品牌配件,秉承日本精细工艺的制作要求,实现了进口品质的国产化。
铸件热节与模具热平衡说明 奥德机械成立于2004年,在中国深圳,苏州,天津成立五家制造基地,总生产面积35000平米,年生产各类温控设备6000台/套,产值3.5亿人民币,压铸模温机凭着稳定的性能、可靠的品质,已成为广大压铸厂家的首选品牌。
目前奥德产品在国内压铸模温机市场占有率超过70%, 如:一汽集团、比亚迪、长城,东风有色,广东鸿图、鸿特精密、鸿泰科技、嘉瑞、银宝山新,雄邦,宜安股份,普瑞科,劲胜集团、博奥镁铝,大富科技,精明,万和,华阳,长盈精密股份,捷荣股份,三诚丰,发斯特,旺达、金雅豪,新联鑫,爱科迪,荣泰科技,申菱电梯,力劲,伊之密等等都选择了奥德。
|


.jpg)

.jpg)
.jpg)