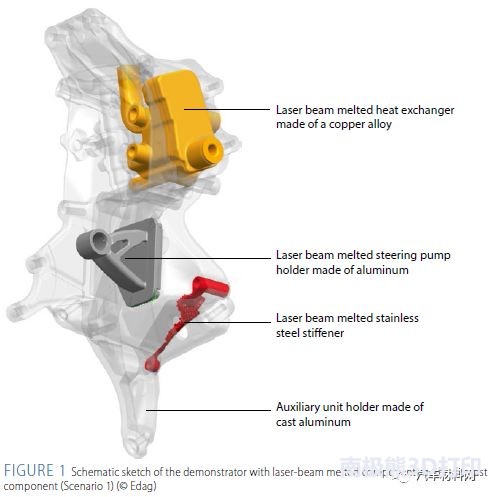
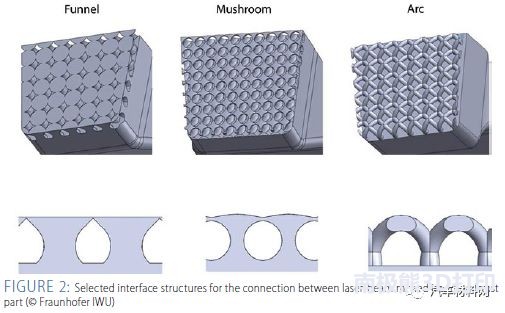
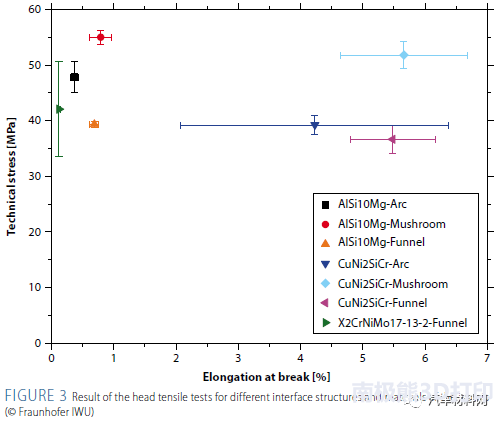
 图1 激光熔化(Laser Beam Melting-LBM)和激光金属粉末沉积技术(Laser Metal Deposition-LMD)具有可生产复杂形状部件的优势,特别适用于复杂零部件的小批量生产。近年来,其在航空航天、医疗、汽车等领域有了越来越多的应用。尽管如此,增材制造由于生产时间相对较长,生产成本较高,仍然很难实现工业生产。 与增材制造相比,压铸工艺可在短时间内生产出大批量的产品。得益于高达12米/秒的填充速度,压铸部件的生产周期每个组件仅需几分钟就可完成。然而,拥有高生产效率的同时也有一些缺点:如,高复杂程度的部件不能成型较难,且往往需要更为精细的模具。生产过程高机械强度、熔体的冲击磨损以及较大的温度波动都导致压铸模具较为昂贵。此外,一个模具一般只能生产一种形状的零件。 作为Agent-3D联合项目的一部分,由德国联邦教育和研究部资助的CastAutoGen项目致力于将增材制造与压铸工艺相结合,形成混合工艺链,更好的发挥这两种工艺的优势。工艺路线的设计充分考虑生产周期和成本因素,将简单的大体积结构区域采用压铸工艺制造,高功能化和复杂程度较高的部件区域采用二者相结合的工艺。基于此设计了两套工艺方案:方案1研究了将附加插入和装配到单一模具中;方案2研究了如何通过LMD在单一压铸构件上创建附加结构。 1模具中附加零件的制造 方案1研究了利用激光束熔化技术实现复杂结构压铸成形工艺。该方案中,加强筋、热交换器、支架等结构通过激光束熔化制造,然后插入模具,再这些部件周围开始铸造。具体如图1。该方案还研究了不同几何形状的界面改性技术,以达到更好的结合性。 研究者针对汽车辅助单元支架的压铸模具进行改进,使得插件能模块化的容纳在模具中。在激光熔融工艺的设计和开发中,需特别注意连接区域结合界面的几何形状和表面修饰。因此,研究了如图2所示的三种界面结构的连接机械性能,拉伸试验结果如图3所示。
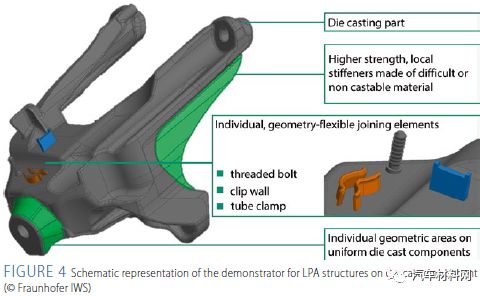
2在压铸结构中添加附加件 方案2研究了在铸造部件上通过激光金属粉末沉积技术(LDP)和焊接工艺实现附加部件的技术方案。与方案1不同,方案2是以压铸件为基础(如图4中灰色部分),采用LPD技术制造附加结构,并通过焊接实现结合。
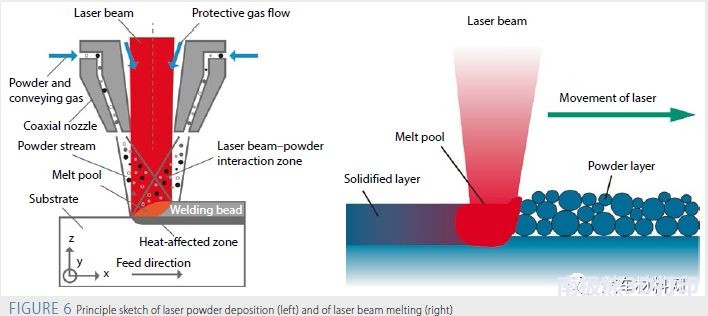
激光粉末沉积(LDP)是通过借助于聚焦激光束局部熔化基板表面将金属或陶瓷填充材料以粉末形式焊接到金属基板上的过程。如图6(左)所示,填充材料首先通过吸收激光束能量熔化,然后再从熔池吸收热量后完全熔化。该过程需在保护性气体气氛下进行,以避免发生不需要的化学反应。熔体通过散热进入部件而固化,形成焊珠。多个焊珠的堆叠形成整个三维结构。适合的材料有钢、镍、钴、铝、铜、钛等。 在激光束熔化中,如图6(右)所示,组件是由粉末分层堆叠而成的。将组件的CAD文件分层导入系统后,在限定高度将粉末层施加在基板上,激光束在惰性气体气氛中扫描粉末床表面,在对应的点熔化,进而固化。然后再施加下一层,直至整个部件完成,最后将部件移出。
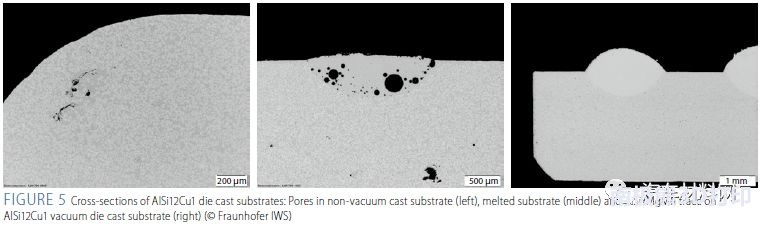
从图5(左)中可以看出,常规生产的铝压铸部件会有一些不规则分布的孔。当激光熔化孔周围的材料时,将造成孔的膨胀,导致起泡,如图5(中)。而真空铸造工艺可有效改善孔隙问题,防止起泡,如图5(右)。
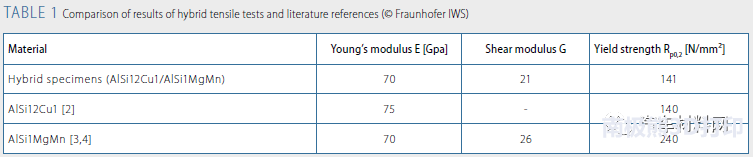
下表1展示了混合部件和单一材料的机械性能对比,虽然性能略低于单一材料的文献参考值,但均符合汽车工业的要求。且在测试中,相关的连接区域没有发生失效。
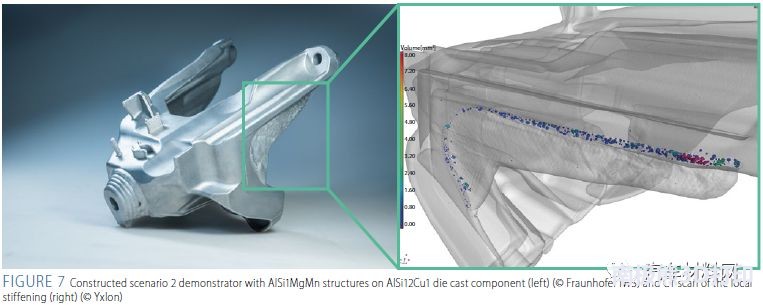
基于该工艺,研究人员制造了一个发动机支撑结构,如图7(左)。由于奥迪这款产品已停产,所以未能进行真空铸造。从图7右侧的CT扫描中可以看出,通过LPD生产的加强肋几乎没有孔隙。其仅在压铸和附加结构之间的过渡区域中出现部分孔隙。目前该团队正在研究制造用于动态/静态力学性能以及耐腐蚀性测试的部件。
作者:STEFEFAN POLENZ、MARKUS OETTEL、DR. ELENA LóPEZ、PROF. DR。 来源: 汽车材料网 |
.jpg)

.jpg)
.jpg)