收藏
我要投稿
邮件订阅
首 页
压铸主机
周边设备
机器人
车用件
铝镁锌
铸造工艺
技术应用
名企专栏
更多
更多
熔炉坩埚
机边设备
模具及配套
压铸展
整车
建材
玩具
应用
相关
高压铸造
低压铸造
挤压铸造
重力铸造
半固态
3C
登 录
注 册
当前位置:
首页
>
技术应用
新能源汽车铝合金压铸电池罩盖的工艺研究
本文以新能源汽车AlSi10MnMg压铸铝合金电池罩盖为研究对象,通过数值模拟分析,预测充型过程中的卷气缺陷,优化设计压铸模具排溢系统。
铝合金电池罩盖
压铸模具
2023/10/19 10:30:47
继续阅读
新型高强度压铸铝合金的性能研究
本文研究了新型高强度Al-Si-Mg-Mn合金组织和性能的演变。
高强度合金
性能研究
2023/10/17 9:21:51
继续阅读
利用MAGMA软件优化压铸件结构及压铸工艺
本文通过采用MAGMA软件,对梯级的浇注系统进行充填和凝固数值模拟分析,优化浇注系统和压铸成形工艺。
铝合金压铸
梯级结构
工艺优化
2023/10/11 9:46:55
继续阅读
利用管理六因素,保障压铸工艺和压铸产品质量的稳定
文本利用管理六因素(5M1E)找出对压铸工艺现场可能失稳的因素,并对这些因素加以控制和改进,提出了压铸工艺维稳策略。
压铸工艺
维稳策略
管理六因素
2023/10/8 9:00:59
继续阅读
深冷处理对强化铝压铸件性能的研究
本文以压铸铝硅合金为研究对象,通过对比分析不同时间深冷处理试样的力学性能和微观组织变化规律,深入分析了深冷处理对压铸铝硅合金的强化机理。
铝硅合金
深冷处理
变化规律
2023/9/28 9:42:32
继续阅读
镁合金的研究现状与发展趋势
随着镁合金及其加工成形技术的不断发展,材料性能不断提高,且生产制造成本不断下降,镁合金材料的工业化应用已成为近年来金属材料领域的研究热点。
镁合金
应用现状
发展趋势
2023/9/26 9:23:54
继续阅读
压铸模具异形型芯的镶拼结构设计
本文对异形型芯镶拼结构进行了失效模式分析,通过对模具局部冷却能力、推杆尺寸及失稳性、螺栓强度等进行设计计算和校核,以保证模具镶拼结构设计的可靠性。
压铸模
异形型芯
模具镶拼结构
2023/9/20 9:27:15
继续阅读
铝合金半固态铸造/压铸的现状和发展前景探讨
半固态加工通过和连接技术的结合在大型复杂薄壁优质铸件的生产方面具有广泛的应用前景。
铝合金
半固态加工
应用前景
2023/9/19 9:51:50
继续阅读
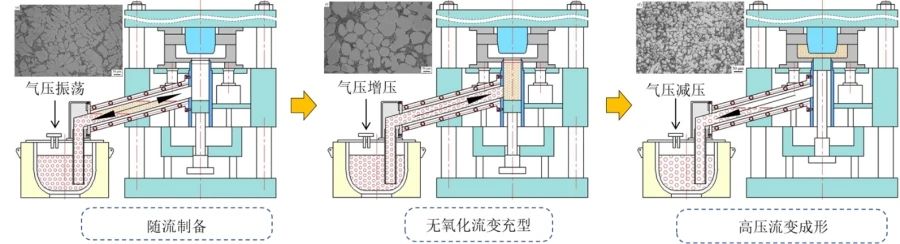
技术前沿丨随流半固态铸造技术,合金材料制备与成形一体化的新技术
随流半固态成形技术解决了半固态浆料制备、输送与充型过程的氧化、吸气等问题。
半固态成形技术
成形一体化
2023/9/13 9:37:23
继续阅读
低压铸造电动汽车副车架的质量优化
本文针对电动汽车副车架采用低压铸造工艺易产生的缺陷,运用软件模拟分析和研究,改善和提升铝合金副车架的质量。
铝合金副车架
设计优化
2023/9/6 9:56:47
继续阅读
铝合金高固相流变压铸成形技术研究进展
本文总结了高固相流变压铸成形技术在浆料制备、材料、模拟仿真、缺陷控制等方面的研究进展以及产业应用情况,并对未来发展进行讨论。
铝合金
高固相流变压铸
研究进展
2023/9/5 9:59:06
继续阅读
高固相率镁合金浆料及流变压铸研究
基于SEED法,采用流变压铸工艺成功制备了高固相率的Mg-Gd-Y-Zn-Zr合金浆料,并进行了流变压铸试验。
镁合金
流变压铸试验
2023/8/30 9:48:36
继续阅读
差压铸造在铝合金汽车控制臂的应用
控制臂可以根据差压铸造的特点进行强化与减重,得到更轻量化的产品结构。
差压铸造
铝合金
2023/8/23 9:46:09
继续阅读
高强、高导热压铸镁合金的开发研究
本研究在优化的工艺参数下传统压铸获得AZ91D和AZ91D-1.11Nd两种合金试样,为拓宽高强高导热压铸镁合金应用提供技术支撑。
压铸镁合金
工艺参数
2023/8/14 9:52:04
继续阅读
汽车离合器壳体压铸工艺分析及缺陷改善
通过对离合器壳体的压铸工艺设计、压铸缺陷的原因分析和工艺改进,提出类似产品的典型压铸缺陷问题解决方法。
离合器壳体
工艺设计
缺陷改善
2023/8/8 9:16:32
继续阅读
第11页共24页
上一页
9
10
[ 11 ]
12
13
14
15
16
17
18
下一页
...
[ 24 ]
热门推荐
中外车企竞相布局:人形机器人加速“驶入”汽车工业产线
中外车企
汽车工业
人形机器人
招聘季|天津阿瑞斯工业炉、重庆日联科技、重庆搏润模具
阿瑞斯
日联科技
搏润模具
岗位招聘
江苏明镁镁业新工厂揭牌,新订购多台套镁合金半固态成型机
江苏明镁
工厂揭牌
国进精密新能源汽车三电系统零部件生产项目落户无锡羊尖镇
国进精密
三电系统
项目签约
E周行情
更多>>
07
2月
第539期E周情报
铭利达
永达科技
奔驰
晋拓股份
31
1月
第538期E周情报
星源卓镁
爱尔思
红旗
文灿百炼
24
1月
第537期E周情报
爱柯迪
多利科
汉特曼
东风汽车
回页顶部
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.png)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.gif)
.jpg)
.jpg)
.jpg)
.jpg)